
Войти
 Сварка штангой сверху.
Сварка штангой сверху. Сварка - это изготовление процесс, который соединяет материалы, обычно металлы или термопласты, с использованием высокой высокой температуры для плавления деталей вместе и их охлаждения, вызывая плавление. Сварка отличается от методов соединения металлов при более низких температурах, таких как пайка и пайка, которые не плавят основной металл.
В дополнение к плавлению основного металла в соединение обычно добавляют присадочный материал для образования ванны расплавленного материала (сварочная ванна ), которая охлаждается с образованием соединения, которое, исходя из по конфигурации сварного шва (стык, полный проплав, угловой шов и т. д.) может быть прочнее основного материала (основного металла). Давление может также использоваться вместе с нагревом или само по себе для создания сварного шва. Сварка также требует формы экрана для защиты присадочных металлов или расплавленных металлов от загрязнения или окисления.
Для сварки можно использовать множество различных источников энергии, включая газовое пламя (химическое), электрическую дугу. (электрический), лазер, электронный луч, трение и ультразвук. Хотя часто это промышленный процесс, сварка может выполняться во многих различных средах, в том числе на открытом воздухе, под водой и в космическом пространстве. Сварка - опасное мероприятие, и необходимы меры предосторожности, чтобы избежать ожогов, поражения электрическим током, повреждения зрения, вдыхания ядовитых газов и паров и воздействия интенсивного ультрафиолетового излучения.
До конца 19 века единственным процессом сварки была кузнечная сварка, которую кузнецы тысячелетиями использовали для соединения железа и стали путем нагрева и обработки молотком. Дуговая сварка и кислородно-топливная сварка были одними из первых процессов, разработанных в конце века, и вскоре после этого последовала контактная сварка сопротивлением. Сварочные технологии быстро развивались в начале 20 века, поскольку мировые войны вызвали спрос на надежные и недорогие методы соединения. После войн было разработано несколько современных методов сварки, в том числе ручные методы, такие как дуговая сварка металлическим электродом, в настоящее время один из самых популярных методов сварки, а также полуавтоматические и автоматические процессы, такие как газ дуговой сваркой металла, дуговой сваркой под флюсом, дуговой сваркой порошковой проволокой и электрошлаковой сваркой. Развитие продолжалось с изобретением лазерной сварки, электронно-лучевой сварки, магнитно-импульсной сварки и сварки трением с перемешиванием во второй половине. века. Сегодня, когда наука продолжает развиваться, роботизированная сварка стала обычным явлением в промышленных условиях, и исследователи продолжают разрабатывать новые методы сварки и лучше понимать качество сварки.
Термин «сварной шов» имеет английское происхождение с корнями из Скандинавии. Его часто путают с древнеанглийским словом weald, означающим «лесной массив», но со временем это слово трансформировалось в современную версию «дикий». Древнеанглийское слово для обозначения сварочного железа было samod (собирать вместе) или samodwellung (объединять горячее, причем «горячее» больше относилось к раскаленному докрасна или набухающей ярости; в отличие от samodfæst, «связывать вместе веревкой или застежками». "). Термин «сварка» происходит от среднеанглийского глагола «хорошо» (wæll; множественное число / настоящее время: wælle) или «welling» (wællen), что означает: «нагревать» (до максимальной температуры возможный); «довести до кипения». Современное слово, вероятно, произошло от причастия прошедшего времени, «welled» (wællende), с добавлением «d» для этой цели, распространенным в германских языках англов и саксов.. Впервые он был записан на английском языке в 1590 году из версии христианской Библии, которая была первоначально переведена на английский Джоном Уиклиффом в четырнадцатом веке. Первоначальная версия из Исаии 2: 4 гласит: «... они должны превратить свои уступы в доли...» (они превратят свои мечи в орала), тогда как версия 1590 года была изменена на....thei shullen wellle togidere her swerdes in-to scharris... "(они будут сваривать свои мечи на орала), предполагая, что это конкретное использование слова, вероятно, стало популярным в английском языке где-то между этими периодами.
Слово происходит от старошведского слова valla, означающего «кипятить». Швеция была крупным экспортером железа в течение Средневековья, и многие другие европейские языки использовали разные слова, но с тем же значением для обозначения сварочного железа, например, иллирийский (греческий) варити (кипятить), турецкий кайнамак (кипятить), Grison (швейцарский) булгир (кипятить) или латышский (латышский) пиломатериал (для сваривания или пайки, производный от wdrit, для кипячения). Однако на шведском языке это слово относилось к соединению металлов только в сочетании со словом, обозначающим железо (järn), как в valla järn (буквально: кипятить железо). Слово, возможно, вошло в английский язык из шведской торговли железом или, возможно, было импортировано с тысячами поселений викингов, прибывших в Англию до и во время эпохи викингов, так как более половины самые распространенные английские слова в повседневном употреблении имеют скандинавское происхождение.
 Железный столб Дели, Индия
Железный столб Дели, Индия История соединения металлов насчитывает несколько тысячелетий. Самые ранние примеры этого относятся к бронзовому и железному векам в Европе и Ближнему Востоку. Древнегреческий историк Геродот утверждает в Историях V века до нашей эры, что Главк Хиосский «был человеком, который в одиночку изобрел сварку железа». Сварка использовалась при строительстве Железного столба Дели, возведенного в Дели, Индия около 310 г. н.э. и весившего 5,4 метрических тонн.
Средние века принес успехи в кузнечной сварке, в которой кузнецы неоднократно кололи нагретый металл до образования склеивания. В 1540 году Ванноччо Бирингуччо опубликовал De la pirotechnia, который включает описание процесса ковки. Мастера эпохи Возрождения умели в этом процессе, и промышленность продолжала расти
В 1800 году сэр Хэмфри Дэви открыл короткоимпульсную электрическую дугу и представил свои результаты в 1801 году. В 1802 году русский ученый Василий Петров создал непрерывную электрическую дугу и впоследствии опубликовал в 1803 г. «Новости гальвано-вольтаических экспериментов», в которых описал эксперименты, проведенные в 1802 г. Большое значение в этой работе имело описание стабильного дугового разряда и указание на его возможное используется для многих приложений, одна из которых - плавление металлов. В 1808 году Дэви, который не знал о работах Петрова, заново открыл непрерывную электрическую дугу. В 1881–82 изобретатели Николай Бенардос (русский) и Станислав Ольшевский (польский) создали первый метод электродуговой сварки, известный как угольная дуговая сварка с использованием угольных электродов. Достижения в области дуговой сварки продолжились с изобретением металлических электродов в конце 1800-х годов русским Николаем Славяновым (1888 г.) и американцем К. Л. Коффин (1890). Примерно в 1900 году А. П. Штроменгер выпустил металлический электрод с покрытием в Великобритании, который давал более стабильную дугу. В 1905 году русский ученый Владимир Миткевич предложил использовать для сварки трехфазную электрическую дугу. Сварка переменным током была изобретена CJ Holslag в 1919 году, но не стала популярной в течение следующего десятилетия.
Сварка сопротивлением также была разработана в последние десятилетия XIX века с получением первых патентов переходит к Элиху Томсону в 1885 году, который добился дальнейших успехов в течение следующих 15 лет. Термитная сварка была изобретена в 1893 году, и примерно в то же время стал широко применяться другой процесс - кислородно-топливная сварка. Ацетилен был открыт в 1836 году Эдмундом Дэви, но его использование не было практичным в сварке до 1900 года, когда была разработана подходящая горелка. Сначала кислородная сварка была одним из наиболее популярных методов сварки из-за ее портативности и относительно низкой стоимости. Однако по мере развития 20-го века он потерял популярность в промышленных приложениях. Она была в значительной степени заменена дуговой сваркой по мере развития металлических покрытий (известных как флюс ). Флюс, покрывающий электрод, в первую очередь защищает основной материал от примесей, но также стабилизирует дугу и может добавлять легирующие компоненты в металл сварного шва.
 Мост Морзиса
Мост Морзиса Первая мировая война вызвала значительный всплеск использования сварки, с различные военные державы пытаются определить, какой из нескольких новых сварочных процессов будет лучшим. Британцы в основном использовали дуговую сварку и даже построили корабль «Фуллагар» с полностью сварным корпусом. Дуговая сварка была впервые применена к самолетам во время войны, так как фюзеляжи некоторых немецких самолетов были построены с использованием этого процесса. Также следует отметить первый в мире сварной автодорожный мост Мост Мауржице, спроектированный Стефаном Брылой из Львовского технологического университета в 1927 году и построенный через река Слудвя около Лович, Польша, 1928 год.
 Сварка ацетиленом на водяной рубашке цилиндра, армия США, 1918 год
Сварка ацетиленом на водяной рубашке цилиндра, армия США, 1918 год В 1920-е годы были достигнуты большие успехи в сварочной технике, в том числе введение в 1920 г. автоматической сварки, при которой электродная проволока подавалась непрерывно. Защитный газ стал предметом пристального внимания, поскольку ученые пытались защитить сварные швы от воздействия кислорода и азота в атмосфере. Пористость и хрупкость были основными проблемами, и разработанные решения включали использование водорода, аргона и гелия в качестве сварочной атмосферы. В течение следующего десятилетия дальнейший прогресс позволил сварку химически активных металлов, таких как алюминий и магний. Это в сочетании с разработками в области автоматической сварки, переменного тока и флюсов привело к значительному развитию дуговой сварки в 1930-х годах, а затем во время Второй мировой войны. В 1930 году было спущено на воду первое цельносварное торговое судно M / S Carolinian.
В середине века было изобретено много новых методов сварки. В 1930 году Кайл Тейлор выпустил приспособление для приварки шпилек , которое вскоре стало популярным в судостроении и строительстве. В том же году была изобретена дуговая сварка под флюсом, и она продолжает оставаться популярной сегодня. В 1932 году россиянин Константин Хренов в конце концов осуществил первую подводную электродуговую сварку. Газовая вольфрамовая дуговая сварка после десятилетий развития была окончательно доведена до совершенства в 1941 году, а в 1948 году последовала газовая дуговая сварка металлическим электродом, что позволило быстро сваривать материалы, не содержащие черных металлов, но требуя дорогостоящей защиты газы. Экранированная дуговая сварка металлом была разработана в 1950-х годах с использованием плавящегося электрода с флюсовым покрытием и быстро стала самым популярным процессом дуговой сварки металла. В 1957 году дебютировал процесс дуговой сварки порошковой проволокой, в котором самозащитный проволочный электрод можно было использовать с автоматическим оборудованием, что привело к значительному увеличению скорости сварки, и в том же году была изобретена плазменная сварка . пользователя Роберт Гейдж. Электрошлаковая сварка была введена в 1958 году, а в 1961 году последовала ее родственница электрогазовая сварка. В 1953 году советский ученый Н.Ф. Казаков предложил метод диффузионной сварки
.Среди других недавних достижений в области сварки - прорыв в области электронно-лучевой сварки в 1958 году, который сделал возможной глубокую и узкую сварку за счет концентрированного источника тепла. После изобретения лазера в 1960 году лазерная сварка появилась несколько десятилетий спустя и оказалась особенно полезной при высокоскоростной автоматизированной сварке. Магнитно-импульсная сварка (MPW) используется в промышленности с 1967 года. Сварка трением с перемешиванием была изобретена в 1991 году Уэйном Томасом в Институте сварки (TWI, Великобритания) и нашел качественные приложения по всему миру. Все эти четыре новых процесса по-прежнему довольно дороги из-за высокой стоимости необходимого оборудования, что ограничивало их применение.
Некоторые из наиболее распространенных современных методов сварки: :
Эти процессы использовать источник питания для сварки для создания и поддержания электрической дуги между электродом и основным материалом для плавления металлов в точке сварки. Они могут использовать либо постоянного тока (DC), либо переменного тока (AC), а также расходуемые или непродаваемые электроды . Область сварки иногда защищают инертным или полу- инертным газом, известным как защитный газ, а также иногда используется присадочный материал.
Для подачи электроэнергии, необходимой для процессов дуговой сварки, можно использовать множество различных источников питания. Наиболее распространенными источниками питания для сварки являются источники постоянного тока и постоянного напряжения. При дуговой сварке длина дуги напрямую связана с напряжением, а количество подводимого тепла связано с током. Источники питания постоянного тока чаще всего используются для процессов ручной сварки, таких как дуговая сварка вольфрамовым электродом и дуговая сварка в среде защитного металла, поскольку они поддерживают относительно постоянный ток даже при изменении напряжения. Это важно, потому что при ручной сварке может быть трудно удерживать электрод идеально устойчивым, и в результате длина дуги и, следовательно, напряжение имеют тенденцию колебаться. Источники питания с постоянным напряжением поддерживают постоянное напряжение и изменяют ток, поэтому они чаще всего используются для автоматизированных сварочных процессов, таких как газовая дуговая сварка, дуговая сварка порошковой проволокой и дуговая сварка под флюсом. В этих процессах длина дуги поддерживается постоянной, так как любые колебания расстояния между проволокой и основным материалом быстро устраняются за счет большого изменения тока. Например, если проволока и основной материал подойдут слишком близко, ток будет быстро увеличиваться, что, в свою очередь, приведет к увеличению тепла и плавлению кончика проволоки, возвращая его на исходное расстояние разделения.
Тип используемого тока играет важную роль при дуговой сварке. В процессах с плавящимся электродом, таких как дуговая сварка в защитном металлическом корпусе и газовая дуговая сварка, обычно используется постоянный ток, но электрод может заряжаться как положительно, так и отрицательно. При сварке положительно заряженный анод анод будет иметь большую концентрацию тепла, и в результате изменение полярности электрода влияет на свойства сварного шва. Если электрод заряжен положительно, основной металл будет более горячим, что приведет к увеличению проплавления и скорости сварки. В качестве альтернативы, отрицательно заряженный электрод приводит к более мелким сварным швам. В процессах с использованием неплавящегося электрода, таких как сварка газовой вольфрамовой дугой, можно использовать как постоянный, так и переменный ток любого типа. Однако при постоянном токе, поскольку электрод создает только дугу и не обеспечивает присадочный материал, положительно заряженный электрод вызывает неглубокие сварные швы, а отрицательно заряженный электрод - более глубокие сварные швы. Между ними быстро проходит переменный ток, что приводит к сварным швам со средней проплавкой. Один из недостатков переменного тока, тот факт, что дуга должна повторно зажигаться после каждого перехода через ноль, был устранен с помощью изобретения специальных блоков питания, которые вырабатывают прямоугольную диаграмму вместо обычного синуса. волна, что делает возможным быстрое пересечение нуля и сводит к минимуму влияние проблемы.
Одним из наиболее распространенных типов дуговой сварки является дуговая сварка металлическим электродом в защитных оболочках (SMAW); она также известна как ручная дуговая сварка металлом (MMAW) или сварка стержнем. Электрический ток используется для зажигания дуги между основным материалом и стержнем плавящегося электрода, который изготовлен из присадочного материала (обычно из стали) и покрыт флюсом, который защищает зону сварки от окисления и загрязнения, производя углекислый газ (CO 2) во время процесса сварки. Сердечник электрода сам по себе действует как присадочный материал, что делает ненужным отдельный присадочный материал.
 Дуговая сварка в экранированном металле
Дуговая сварка в экранированном металле Этот процесс универсален и может выполняться с помощью относительно недорогого оборудования, что делает его подходящим для работы в магазинах и полевых работ. Оператор может стать достаточно опытным, пройдя скромное обучение, и достичь мастерства с опытом. Время сварки довольно велико, поскольку расходные электроды необходимо часто заменять, а шлак, остатки флюса, необходимо удалять после сварки. Кроме того, этот процесс обычно ограничивается сваркой черных металлов, хотя специальные электроды сделали возможной сварку чугуна, нержавеющей стали, алюминия и других металлов.
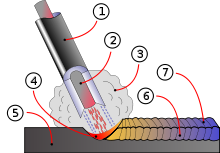 Схема дуги и области сварки в дуговая сварка защищенным металлом.. 1. Покрытие Flow. 2. Жезл. 3. Защитный газ. 4. Fusion. 5. Основной металл. 6. Сварной металл. 7. Затвердевший шлак
Схема дуги и области сварки в дуговая сварка защищенным металлом.. 1. Покрытие Flow. 2. Жезл. 3. Защитный газ. 4. Fusion. 5. Основной металл. 6. Сварной металл. 7. Затвердевший шлак Дуговая сварка металлическим электродом (GMAW), также известная как сварка в среде инертного газа или MIG, представляет собой полуавтоматический или автоматический процесс, в котором в качестве электрода используется непрерывная подача проволоки, а в качестве инертного или полуинертного газовая смесь для защиты сварного шва от загрязнения. Поскольку электрод является непрерывным, скорость сварки для GMAW выше, чем для SMAW.
Связанный процесс, дуговая сварка порошковой проволокой (FCAW), использует аналогичное оборудование, но использует проволоку, состоящую из стальной электрод, окружающий порошковый наполнитель. Эта порошковая проволока дороже стандартной сплошной проволоки и может выделять дым и / или шлак, но она обеспечивает еще более высокую скорость сварки и большее проникновение металла.
Дуговая сварка вольфрамовым электродом (GTAW) или вольфрамовым инертным газом (TIG) сварка - это процесс ручной сварки, в котором используется неплавящийся вольфрамовый электрод, смесь инертного или полуинертного газа и отдельный присадочный материал. Этот метод особенно полезен для сварки тонких материалов, он характеризуется стабильной дугой и высококачественными сварными швами, но он требует значительных навыков оператора и может выполняться только на относительно низких скоростях.
GTAW можно использовать практически для всех сварных металлы, хотя чаще всего применяется к нержавеющей стали и легким металлам. Он часто используется, когда качество сварных швов чрезвычайно важно, например, в велосипеде, в самолетах и на море. В родственном процессе, плазменной сварке, также используется вольфрамовый электрод, но для создания дуги используется плазменный газ. Дуга более концентрированная, чем дуга GTAW, что делает поперечный контроль более критичным и, таким образом, в целом ограничивает технику механизированным процессом. Благодаря стабильному току, этот метод можно использовать для материалов большей толщины, чем при GTAW, и он намного быстрее. Его можно применять ко всем тем же материалам, что и GTAW, за исключением магния, и автоматическая сварка нержавеющей стали является одним из важных применений этого процесса. Разновидностью этого процесса является плазменная резка, эффективный процесс резки стали.
сварка под флюсом (SAW) - это высокопроизводительный метод сварки, при котором дуга зажигается под покровным слоем. флюса. Это увеличивает качество дуги, поскольку загрязняющие вещества в атмосфере блокируются флюсом. Шлак, образующийся на сварном шве, обычно снимается сам по себе, и в сочетании с использованием непрерывной подачи проволоки скорость наплавки высока. Рабочие условия значительно улучшаются по сравнению с другими процессами дуговой сварки, поскольку флюс скрывает дугу и почти не образуется дыма. Этот процесс обычно используется в промышленности, особенно для крупногабаритных изделий и при производстве сварных сосудов под давлением. Другие процессы дуговой сварки включают сварку с атомарным водородом, электрошлаковую сварку (ESW), электрогазовую сварку и дуговую сварку шпилек. ESW - это высокопроизводительный однопроходный процесс сварки толстых материалов от 1 дюйма (25 мм) до 12 дюймов (300 мм) в вертикальном или близком к вертикальному положению.
Наиболее распространенным процессом газовой сварки является кислородно-топливная сварка, также известная как кислородно-ацетиленовая сварка. Это один из старейших и наиболее универсальных сварочных процессов, но в последние годы он стал менее популярным в промышленности. Он по-прежнему широко используется для сварки труб и труб, а также для ремонтных работ.
Оборудование относительно недорогое и простое, обычно используется сжигание ацетилена в кислороде для получения сварочного пламени. температура около 3100 ° C (5600 ° F). Пламя, поскольку оно менее концентрировано, чем электрическая дуга, вызывает более медленное охлаждение сварного шва, что может привести к большим остаточным напряжениям и деформации сварного шва, хотя облегчает сварку высоколегированных сталей. Аналогичный процесс, обычно называемый кислородной резкой, используется для резки металлов.
Контактная сварка включает в себя выделение тепла за счет пропускания тока через сопротивление, вызванное контактом между двумя или более металлами. поверхности. Небольшие лужи расплавленного металла образуются в области сварного шва, когда через металл проходит большой ток (1000–100 000 A ). В целом, методы контактной сварки эффективны и вызывают незначительное загрязнение, но их применение несколько ограничено, а стоимость оборудования может быть высокой.
 Точечная сварка
Точечная сварка Точечная сварка - популярный метод контактной сварки, используемый для соединения внахлест металлические листы толщиной до 3 мм. Два электрода одновременно используются для зажима металлических листов вместе и для пропускания тока через листы. Преимущества метода включают эффективное использование энергии, ограниченную деформацию заготовки, высокую производительность, простую автоматизацию и отсутствие требуемых присадочных материалов. Прочность сварного шва значительно ниже, чем при использовании других методов сварки, поэтому данный процесс подходит только для определенных областей применения. Он широко используется в автомобильной промышленности - обычные автомобили могут иметь несколько тысяч сварных точек, выполненных промышленными роботами. Для точечной сварки нержавеющей стали можно использовать специальный процесс, называемый дробеструйной сваркой.
Подобно точечной сварке, шовная сварка использует два электрода для приложения давления и тока. для соединения металлических листов. Однако вместо заостренных электродов электроды в форме колеса катятся вдоль и часто питают заготовку, что позволяет выполнять длинные непрерывные сварные швы. В прошлом этот процесс использовался при производстве банок для напитков, но теперь его применение более ограничено. Другие методы контактной сварки включают стыковую сварку, сварку оплавлением, сварку с выступом и сварку с осаждением.
энергия Методы лучевой сварки, а именно лазерная сварка и электронно-лучевая сварка, являются относительно новыми процессами, которые стали довольно популярными в высокопроизводительных приложениях. Эти два процесса очень похожи и отличаются, прежде всего, источником энергии. При лазерной сварке используется сильно сфокусированный лазерный луч, в то время как электронно-лучевая сварка выполняется в вакууме с использованием электронного луча. Оба имеют очень высокую плотность энергии, что делает возможным глубокое проплавление сварного шва и минимизирует размер области сварного шва. Оба процесса чрезвычайно быстры и легко автоматизируются, что делает их высокопроизводительными. Основными недостатками являются очень высокая стоимость оборудования (хотя она снижается) и подверженность термическому растрескиванию. Разработки в этой области включают гибридную лазерную сварку, в которой используются принципы как лазерной, так и дуговой сварки для еще лучших свойств сварного шва, лазерная наплавка и рентгеновская сварка..
 Процессы твердотельной сварки классификационная таблица
Процессы твердотельной сварки классификационная таблица Как и первый процесс сварки, кузнечная сварка, некоторые современные методы сварки не включают плавление соединяемых материалов. Один из самых популярных - ультразвуковая сварка - используется для соединения тонких листов или проволоки из металла или термопласта путем их вибрации с высокой частотой и под высоким давлением. Используемое оборудование и методы аналогичны сварке сопротивлением, но вместо электрического тока подача энергии обеспечивается вибрацией. Сварка металлов с помощью этого процесса не включает плавление материалов; вместо этого сварной шов формируется путем горизонтального механического колебания под давлением. При сварке пластмасс материалы должны иметь одинаковую температуру плавления, а вибрации вносятся вертикально. Ультразвуковая сварка обычно используется для электрических соединений алюминия или меди, и это также очень распространенный процесс сварки полимеров.
Другой распространенный процесс, сварка взрывом, включает соединение материалов сдвигая их вместе под очень высоким давлением. Энергия удара пластифицирует материалы, образуя сварной шов, хотя выделяется лишь ограниченное количество тепла. Этот процесс обычно используется для сварки разнородных материалов, включая соединение алюминия с углеродистой сталью в корпусах судов и нержавеющей стали или титана с углеродистой сталью в нефтехимических резервуарах под давлением.
Другие процессы сварки в твердом состоянии включают сварку трением (включая сварку трением с перемешиванием и точечную сварку трением с перемешиванием ), магнитно-импульсную сварку, коэкструзионную сварку, холодную сварку, диффузионная сварка, экзотермическая сварка, высокочастотная сварка, сварка горячим давлением, индукционная сварка и роликовая сварка.
 Стандартные типы сварных швов - (1) квадратное стыковое соединение, (2) V-образное стыковое соединение, (3) соединение внахлест, (4) тройник
Стандартные типы сварных швов - (1) квадратное стыковое соединение, (2) V-образное стыковое соединение, (3) соединение внахлест, (4) тройник Геометрические сварные швы можно подготавливать различными способами. Пять основных типов сварных соединений - это стыковое соединение, соединение внахлест, угловое соединение, краевое соединение и Т-образное соединение (вариант этого последнего - крестообразное соединение ). Существуют и другие варианты - например, подготовительные швы с двойным V-образным вырезом характеризуются двумя кусками материала, каждый из которых сужается к одной центральной точке на половине своей высоты. Подготовительные швы с одинарной U-образной и двойной U-образной формы также довольно распространены - вместо прямых кромок, таких как подготовительные швы с одинарной и двойной V-образной линией, они изогнуты, образуя форму U. куски толщиной - в зависимости от используемого процесса и толщины материала многие куски можно сваривать внахлестку.
Многие сварочные процессы требуют использования определенной конструкции стыка; например, контактная точечная сварка, лазерная сварка и электронно-лучевая сварка наиболее часто выполняются на соединениях внахлест. Другие методы сварки, такие как дуговая сварка в защитном металлическом корпусе, чрезвычайно универсальны и позволяют сваривать практически любые типы соединений. Некоторые процессы также могут использоваться для выполнения многопроходных сварных швов, при которых одному шву дают остыть, а затем поверх него выполняется другой шов. Это позволяет, например, сваривать толстые секции, расположенные в подготовительном шве с одним V-образным вырезом.
После сварки в зоне сварного шва можно выделить несколько отдельных участков. Сам сварной шов называется зоной плавления - точнее, это место, где в процессе сварки был уложен присадочный металл. Свойства зоны плавления зависят в первую очередь от используемого присадочного металла и его совместимости с основными материалами. Он окружен зоной термического влияния, областью, микроструктура и свойства которой были изменены сварным швом. Эти свойства зависят от поведения основного материала при нагревании. Металл в этой области часто слабее, чем основной материал и зона плавления, а также там обнаруживаются остаточные напряжения.
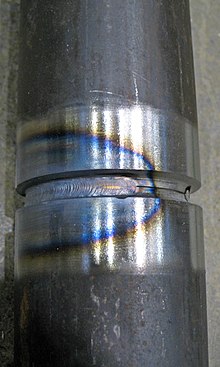 Синяя область возникает в результате окисления при соответствующей температуре 600 ° F (316 ° C). Это точный способ определения температуры, но он не отражает ширину ЗТВ. ЗТВ - это узкая область, которая непосредственно окружает свариваемый основной металл.
Синяя область возникает в результате окисления при соответствующей температуре 600 ° F (316 ° C). Это точный способ определения температуры, но он не отражает ширину ЗТВ. ЗТВ - это узкая область, которая непосредственно окружает свариваемый основной металл. Многие различные факторы влияют на прочность сварных швов и материала вокруг них, включая метод сварки, количество и концентрацию подводимой энергии, свариваемость основного материала, присадочного материала и материала флюса, конструкции соединения и взаимодействия между всеми этими факторами. Для проверки качества сварного шва обычно используются методы разрушающего или неразрушающего контроля для проверки того, что сварные швы не имеют дефектов, имеют приемлемые уровни остаточных напряжений и деформации и имеют приемлемый Свойства зоны термического влияния (ЗТВ). Типы сварочных дефектов включают трещины, деформацию, газовые включения (пористость), неметаллические включения, неплавление, неполное проплавление, разрыв ламелей и подрезы.
Металлообрабатывающая промышленность ввела спецификации и коды для руководства сварщиков, инспекторов сварки, инженеров, менеджеров и Владельцы собственности владеют надлежащей техникой сварки, проектированием сварных швов, как оценивать качество Спецификации процедуры сварки, как оценивать навыки человека, выполняющего сварку, и как обеспечивать качество сварочных работ. Такие методы, как визуальный осмотр, рентгенография, ультразвуковой контроль, ультразвуковая фазированная матрица, контроль проникающего красителя, магнитопорошковый контроль или промышленная компьютерная томография может помочь в обнаружении и анализе определенных дефектов.
Зона термического влияния (ЗТВ) представляет собой кольцо, окружающее сварной шов, в котором изменяется температура процесса сварки в сочетании с напряжениями неравномерного нагрева и охлаждения. термообработка свойств сплава. Влияние сварки на материал, окружающий сварной шов, может быть пагубным - в зависимости от используемых материалов и подводимой теплоты используемого сварочного процесса ЗТВ может иметь различные размеры и прочность. Коэффициент температуропроводности основного материала играет большую роль - если коэффициент диффузии высокий, скорость охлаждения материала высока, а ЗТВ относительно мала. И наоборот, низкий коэффициент диффузии приводит к более медленному охлаждению и большей HAZ. Количество тепла, выделяемого в процессе сварки, также играет важную роль, поскольку такие процессы, как кислородно-ацетиленовая сварка, имеют неконцентрированное тепловложение и увеличивают размер ЗТВ. Такие процессы, как сварка лазерным лучом, дают высококонцентрированное ограниченное количество тепла, что приводит к небольшой ЗТВ. Дуговая сварка находится между этими двумя крайностями, при этом отдельные процессы несколько различаются по тепловложению. Для расчета тепловложения для процедур дуговой сварки можно использовать следующую формулу:

где Q = тепловложение (кДж / мм), V = напряжение (V ), I = ток (A) и S = скорость сварки (мм / мин). Эффективность зависит от используемого процесса сварки: дуговая сварка в защитном металлическом корпусе имеет значение 0,75, газовая дуговая сварка металлическим электродом и сварка под флюсом - 0,9, а дуговая сварка вольфрамовым электродом - 0,8. Методы снижения напряжений и хрупкости, возникающие в ЗТВ, включают снятие напряжений и отпуск.
 Пример: высокочастотная ударная обработка для продления срока службы
Пример: высокочастотная ударная обработка для продления срока службы Долговечность а срок службы динамически нагруженных сварных стальных конструкций во многих случаях определяется сварными швами, в частности сварными переходами. За счет выборочной обработки переходов посредством шлифования (абразивное резание), дробеструйной обработки, высокочастотной ударной обработки и т. Д. Долговечность многих конструкций значительно увеличивается.
Большинство используемых твердых веществ представляют собой технические материалы, состоящие из кристаллических твердых частиц, в которых атомы или ионы расположены в повторяющемся геометрическом узоре, который известен как решетчатая структура. Единственным исключением является материал, который сделан из стекла, которое представляет собой комбинацию переохлажденной жидкости и полимеров, которые представляют собой агрегаты крупных органических молекул.
Сцепление кристаллических твердых частиц достигается за счет металлической или химической связи, которая образуется между составляющие атомы. Химические связи можно разделить на два типа, состоящие из ионной и ковалентной. Для образования ионной связи электрон с валентностью или связующим отделяется от одного атома и присоединяется к другому атому с образованием противоположно заряженных ионов . Связь в статическом положении - это когда ионы занимают положение равновесия, в котором результирующая сила между ними равна нулю. Когда ионы действуют с силой растяжения, межионное расстояние увеличивается, создавая электростатическую силу притяжения, в то время как сила отталкивания под действием сжимающей силы между атомными ядрами является доминирующей.
Ковалентная связь происходит, когда один из составляющих атомов теряет один или несколько электронов, а другой атом получает электроны, в результате чего возникает электронное облако, которое разделяет молекула в целом. Как в ионной, так и в ковалентной связях расположение ионов и электронов ограничено относительно друг друга, в результате чего связь становится характерной хрупкой.
Металлическое соединение может быть классифицировано как тип ковалентной связи, для которого составляющие атомы одного типа и не соединяются друг с другом t o образовывать химическую связь. Атомы потеряют электрон (ы), образуя массив положительных ионов. Эти электроны разделяются решеткой, которая делает электронный кластер мобильным, поскольку электроны могут двигаться так же, как и ионы. Для этого он придает металлам их относительно высокую теплопроводность и электропроводность, а также их характерную пластичность.
Три из наиболее часто используемых структур кристаллической решетки в металлах - это объемно-центрированная кубическая, гранецентрированный кубический и плотноупакованный гексагональный. Ферритная сталь имеет объемно-центрированную кубическую структуру и аустенитная сталь, цветные металлы, такие как алюминий, медь и никель имеют гранецентрированную кубическую структуру.
Пластичность является важным фактором в обеспечении целостности структур, позволяя им выдерживать локальные концентрации напряжений без разрушения. Кроме того, конструкции должны иметь приемлемую прочность, которая связана с пределом текучести материала. Как правило, по мере увеличения предела текучести материала происходит соответствующее снижение вязкости разрушения.
. Снижение вязкости разрушения также можно отнести к эффекту охрупчивания примесей или для объемноцентрированных кубических металлов, от понижения температуры. Металлы и, в частности, стали имеют переходный температурный диапазон, где выше этого диапазона металл имеет приемлемую пластичность при надрезе, а ниже этого диапазона материал становится хрупким. В пределах диапазона поведение материалов непредсказуемо. Снижение вязкости разрушения сопровождается изменением внешнего вида излома. Находясь выше перехода, трещина в основном происходит из-за слияния микропустот, что приводит к появлению трещины волокнистой. Когда температура упадет, на трещине появятся признаки фасок скола. Эти два явления видны невооруженным глазом. Хрупкие трещины в стальных пластинах могут проявляться в виде шевронных отметин под микроскопом . Эти стрелообразные выступы на поверхности трещины указывают на источник разрушения.
Вязкость разрушения измеряется с использованием прямоугольного образца с надрезом и предварительно растрескавшимся, размеры которого указаны в стандартах, например ASTM E23. Существуют и другие способы оценки или измерения вязкости разрушения с помощью следующего: испытание на удар по Шарпи согласно ASTM A370; Испытание на раскрытие вершины трещины (CTOD) согласно BS 7448–1; Интегральный тест J согласно ASTM E1820; Испытание Пеллини падающим грузом согласно ASTM E208.
 Подводная сварка
Подводная сварка Хотя многие сварочные работы выполняются в контролируемых средах, таких как фабрики и ремонтные мастерские, некоторые сварочные процессы обычно используются в широкий спектр условий, например на открытом воздухе, под водой и пылесос (например, в космосе). В наружных применениях, таких как строительство и ремонт на открытом воздухе, дуговая сварка защищенным металлом является наиболее распространенным процессом. Процессы, в которых для защиты сварного шва используются инертные газы, не могут быть легко использованы в таких ситуациях, поскольку непредсказуемые атмосферные движения могут привести к повреждению сварного шва. Дуговая сварка защищенным металлом также часто используется при подводной сварке при строительстве и ремонте судов, морских платформ и трубопроводов, но другие, такие как дуговая сварка порошковой проволокой и дуговая сварка вольфрамовым электродом, также широко распространены. Возможна и сварка в космосе - впервые она была предпринята в 1969 году российскими космонавтами во время полета Союз 6, когда они провели эксперименты по испытанию дуговой сварки в защитных оболочках, плазменной сварки и т. Д. электронно-лучевая сварка в условиях пониженного давления. Дальнейшие испытания этих методов были проведены в последующие десятилетия, и сегодня исследователи продолжают разрабатывать методы для использования других сварочных процессов в космосе, таких как лазерная сварка, контактная сварка и сварка трением. Достижения в этих областях могут быть полезны для будущих начинаний, подобных строительству Международной космической станции, которая могла бы опираться на сварку для соединения в космосе частей, изготовленных на Земле.
 Дуговая сварка в сварочном шлеме, перчатках и другой защитной одежде
Дуговая сварка в сварочном шлеме, перчатках и другой защитной одежде Сварка может быть опасной и вредной для здоровья, если не приняты надлежащие меры предосторожности. Однако использование новых технологий и надлежащей защиты значительно снижает риски травм и смерти, связанных со сваркой. Поскольку во многих обычных сварочных процедурах используется открытая электрическая дуга или пламя, существует значительный риск ожогов и пожара; вот почему он классифицируется как процесс горячей работы. Во избежание травм сварщики носят средства индивидуальной защиты в виде тяжелых кожаных перчаток и защитных курток с длинными рукавами, чтобы избежать воздействия сильная жара и пламя. Не следует носить синтетическую одежду, например, из полиэстера, поскольку она может гореть и причинить травму. Кроме того, яркость области сварного шва приводит к состоянию, называемому дуговым глазом или вспышкам, при которых ультрафиолетовый свет вызывает воспаление роговицы и может обжечь сетчатку глаз. Очки и сварочные маски с темными лицевыми панелями, фильтрующими УФ-лучи, используются для предотвращения этого воздействия. С 2000-х годов некоторые шлемы включают лицевую панель, которая мгновенно темнеет под воздействием интенсивного ультрафиолетового света. Чтобы защитить посторонних, место сварки часто окружают полупрозрачными завесами. Эти завесы, сделанные из полиэтиленовой пленки поливинилхлорида, защищают людей за пределами зоны сварки от ультрафиолетового излучения электрической дуги, но не могут заменить стекло фильтра, используемое в шлемах.
 Камера, предназначенная для хранения сварочного дыма для анализа
Камера, предназначенная для хранения сварочного дыма для анализа  Воспроизвести Видео с описанием исследований сварочных шлемов и их способности ограничивать воздействие дыма
Воспроизвести Видео с описанием исследований сварочных шлемов и их способности ограничивать воздействие дыма Сварщики часто подвергаются воздействию опасных газов и твердых частиц иметь значение. Такие процессы, как дуговая сварка порошковой проволокой и дуговая сварка металлическим электродом в защитных оболочках, дают дым, содержащий частицы различных типов оксидов. Размер рассматриваемых частиц имеет тенденцию влиять на токсичность дыма, при этом более мелкие частицы представляют большую опасность. Это связано с тем, что более мелкие частицы обладают способностью преодолевать гематоэнцефалический барьер. Дым и газы, такие как двуокись углерода, озон и пары, содержащие тяжелые металлы, могут быть опасны для сварщиков, не имеющих надлежащей вентиляции и обучения. Воздействие сварочного дыма марганца, например, даже при низких уровнях (<0.2 mg/m), may lead to neurological problems or to damage to the lungs, liver, kidneys, or central nervous system. Nano particles can become trapped in the alveolar macrophages of the lungs and induce pulmonary fibrosis. The use of compressed gases and flames in many welding processes poses an explosion and fire risk. Some common precautions include limiting the amount of oxygen in the air, and keeping combustible materials away from the workplace.
Как производственный процесс, стоимость сварки играет решающую роль в производстве На общую стоимость влияет множество различных переменных, включая стоимость оборудования, затраты на рабочую силу, затраты на материалы и затраты на энергию. В зависимости от процесса стоимость оборудования может варьироваться, от недорогих для таких методов, как экранированный металл. дуговая сварка и кислородно-топливная сварка, слишком дорогая для таких методов, как лазерная и электронно-лучевая сварка. Из-за своей высокой стоимости они используются только в высокопроизводительных операциях. Точно так же, потому что автоматизация и роботы увеличивают затраты на оборудование, они реализуются только тогда, когда требуется высокая производительность.Стоимость труда зависит от скорости наплавки (скорости сварки), почасовой оплаты труда и общего времени работы, включая время, затраченное на установку, сварку и перемещение детали. В стоимость материалов включена стоимость базовый и присадочный материал, а также стоимость защитных газов. Наконец, стоимость энергии зависит от времени дуги и мощности сварки.
Для ручных методов сварки затраты на рабочую силу обычно составляют большую часть общих затрат. В результате многие меры по экономии направлены на минимизацию времени эксплуатации. Для этого можно выбрать процедуры сварки с высокой скоростью наплавки, а параметры сварки можно точно настроить для увеличения скорости сварки. Механизация и автоматизация часто используются для снижения затрат на рабочую силу, но это часто увеличивает стоимость оборудования и требует дополнительного времени на настройку. Затраты на материалы имеют тенденцию к увеличению, когда необходимы особые свойства, а затраты на энергию обычно не превышают нескольких процентов от общих затрат на сварку.
В последние годы, чтобы минимизировать затраты на рабочую силу при производстве с высокой производительностью, промышленная сварка становится все более автоматизированной, особенно с использованием роботов для контактной точечной сварки (особенно в автомобильной промышленности) и дуговой сварки. В роботизированной сварке механизированные устройства удерживают материал и выполняют сварку, и сначала точечная сварка была ее наиболее распространенным применением, но роботизированная дуговая сварка становится все популярнее по мере развития технологий. Другие ключевые области исследований и разработок включают сварку разнородных материалов (например, стали и алюминия) и новые сварочные процессы, такие как трение, магнитный импульс, проводящий тепловой шов и гибридная лазерная сварка. Кроме того, желателен прогресс в практическом использовании более специализированных методов, таких как сварка лазерным лучом, для большего числа приложений, например, в аэрокосмической и автомобильной промышленности. Исследователи также надеются лучше понять часто непредсказуемые свойства сварных швов, особенно микроструктуру, остаточные напряжения и склонность сварного шва к растрескиванию или деформации.
Тенденция к увеличению скорости сварки швов. Монтаж металлоконструкций в отрасли подвергается риску целостности соединения. Без надлежащего сплавления с основными материалами, обеспечиваемого достаточным временем дуги на сварном шве, инспектор проекта не может гарантировать эффективный диаметр сварного шва в ванне, поэтому он или она не может гарантировать опубликованные допустимые нагрузки, если они не засвидетельствуют фактическую установку. Этот метод сварки в ванне распространен в Соединенных Штатах и Канаде для прикрепления стальных листов к элементам балки и конструкционной стали. Региональные агентства несут ответственность за обеспечение надлежащего выполнения сварочных работ на стальных строительных площадках. В настоящее время не существует стандартной или сварочной процедуры, которая могла бы гарантировать заявленную удерживающую способность любого незаметного соединения, но это находится на рассмотрении Американского общества сварщиков.
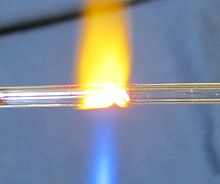 Сварка двух труб из свинцового стекла
Сварка двух труб из свинцового стекла  Чаша из литого стекла. Две половины соединены сварным швом, проходящим посередине.
Чаша из литого стекла. Две половины соединены сварным швом, проходящим посередине. Стекла и некоторые типы пластмасс обычно являются сварными материалами. В отличие от металлов, которые имеют определенную точку плавления, стекла и пластмассы имеют диапазон плавления, называемый стеклованием. При нагревании твердого материала выше температуры стеклования (T g) в этом диапазоне он обычно становится более мягким и податливым. Когда он пересекает диапазон, превышающий температуру плавления стекла (T m), он становится очень густой, вялой, вязкой жидкостью, вязкость которой медленно уменьшается с повышением температуры. Обычно эта вязкая жидкость будет иметь очень небольшое поверхностное натяжение по сравнению с металлами, становясь липкой от ириски до медовой консистенции, Таким образом, сварку обычно можно выполнить простым сжатием двух расплавленных поверхностей. Две жидкости обычно смешиваются и соединяются при первом контакте. При охлаждении в результате стеклования свариваемая деталь затвердевает в виде одного сплошного куска аморфного материала.
Сварка стекла является обычной практикой при выдувании стекла. Он очень часто используется в производстве осветительных приборов, неоновых вывесок, ламп, научного оборудования, а также при производстве посуды и другой посуды. Он также используется при литье стекла для соединения половинок стеклянных форм, изготовления таких предметов, как бутылки и банки. Сварка стекла осуществляется путем нагревания стекла в процессе стеклования, превращая его в густую формуемую жидкую массу. Нагревание обычно осуществляется с помощью газовой или кислородно-газовой горелки или печи, потому что температуры плавления стекла часто довольно высоки. Эта температура может варьироваться в зависимости от типа стекла. Например, свинцовое стекло становится свариваемой жидкостью при температуре около 1600 ° F (870 ° C), и его можно сваривать с помощью простой пропановой горелки. С другой стороны, кварцевое стекло (плавленый кварц ) необходимо нагреть до температуры выше 3000 ° F (1650 ° C), но оно быстро теряет свою вязкость и формуемость при перегреве, поэтому кислородно-водород необходимо использовать фонарик. Иногда к стеклу может быть прикреплена трубка, что позволяет придавать ей различные формы, такие как лампочки, бутылки или трубки. Когда два куска жидкого стекла прижимаются друг к другу, они обычно легко свариваются. Приваривать ручку к кувшину обычно можно относительно легко. Однако при приваривании трубы к другой трубе используется комбинация выдувания и всасывания, а также сжатия и вытягивания для обеспечения хорошего уплотнения, придания формы стеклу и предотвращения закрытия трубы из-за поверхностного натяжения. Иногда можно использовать наполнитель, но обычно нет.
Поскольку стекло очень хрупкое в твердом состоянии, оно часто склонно к растрескиванию при нагревании и охлаждении, особенно если нагрев и охлаждение происходят неравномерно. Это связано с тем, что хрупкость стекла не допускает неравномерного теплового расширения. Свариваемое стекло обычно необходимо охлаждать очень медленно и равномерно в процессе стеклования в процессе, называемом отжиг, чтобы снять любые внутренние напряжения, создаваемые температурным градиентом .
много видов стекла, и чаще всего для сварки используются одни и те же типы. Различные стекла часто имеют разную скорость теплового расширения, что может привести к их растрескиванию при охлаждении, когда они по-разному сжимаются. Например, кварц имеет очень низкое тепловое расширение, а известково-натриевое стекло имеет очень высокое тепловое расширение. При сварке разных стекол друг с другом обычно важно точно согласовывать их коэффициенты теплового расширения, чтобы избежать растрескивания. Кроме того, некоторые стекла просто не смешиваются с другими, поэтому сварка между некоторыми типами может быть невозможна.
Стекло также можно сваривать с металлами и керамикой, хотя с металлами процесс обычно заключается в большей адгезии к поверхности металла, чем в смешении двух материалов. Однако определенные стекла обычно связываются только с определенными металлами. Например, свинцовое стекло легко связывается с медью или молибденом, но не с алюминием. Вольфрамовые электроды часто используются в освещении, но они не связываются с кварцевым стеклом, поэтому вольфрам часто смачивают расплавленным боросиликатным стеклом, которое связывается как с вольфрамом, так и с кварцем. Однако необходимо следить за тем, чтобы все материалы имели одинаковые коэффициенты теплового расширения, чтобы предотвратить растрескивание как при охлаждении объекта, так и при его повторном нагревании. Для этой цели часто используются специальные сплавы , обеспечивающие соответствие коэффициентов расширения, а иногда и тонкие металлические покрытия могут быть нанесены на металл для создания хорошей связи со стеклом.
Пластмассы обычно делятся на две категории: «термореактивные» и «термопласты». термореактивный представляет собой пластик, в котором химическая реакция устанавливает молекулярные связи после первого формирования пластика, а затем связи не могут быть снова разорваны без разрушения пластика. Термореактивные материалы нельзя расплавить, поэтому после застывания термореактивных материалов его невозможно сварить. Примеры термореактивных материалов включают эпоксидные смолы, силикон, вулканизированный каучук, полиэфир и полиуретан.
термопласты, Напротив, они образуют длинные молекулярные цепи, которые часто скручены или переплетены, образуя аморфную структуру без какого-либо дальнего кристаллического порядка. Некоторые термопласты могут быть полностью аморфными, тогда как другие имеют частично кристаллическую / частично аморфную структуру. Как аморфные, так и полукристаллические термопласты имеют стеклование, выше которого может происходить сварка, но полукристаллы также имеют определенную температуру плавления, которая выше точки стеклования. Выше этой точки плавления вязкая жидкость станет свободно текущей жидкостью (см. реологическая свариваемость для термопластов ). Примеры термопластов включают полиэтилен, полипропилен, полистирол, поливинилхлорид (ПВХ) и фторопласты, такие как тефлон и Spectralon.
Сварка термопластов очень похожа на сварку стекла. Пластик сначала необходимо очистить, а затем нагреть до состояния стеклования, превратив поверхность раздела сварного шва в густую вязкую жидкость. Затем две нагретые поверхности раздела могут быть сжаты вместе, позволяя молекулам смешиваться за счет межмолекулярной диффузии, объединяя их как одно целое. Затем пластик охлаждается через стеклование, позволяя сварному шву затвердеть. Для некоторых типов соединений часто можно использовать присадочный стержень. Основные различия между сваркой стекла и пластика заключаются в методах нагрева, гораздо более низких температурах плавления и в том факте, что пластик воспламеняется при перегреве. Было разработано множество различных методов нагрева пластика до температуры сварки без его сжигания. Для плавления пластмассы можно использовать духовки или электрические нагревательные инструменты. Другими методами являются ультразвуковой, лазерный нагрев или нагрев трением. В пластик могут быть имплантированы резистивные металлы, которые реагируют на индукционный нагрев. Некоторые пластмассы начинают гореть при температурах ниже температуры стеклования, поэтому сварку можно проводить, продувая нагретый инертный газ на пластмассу, расплавляя ее и в то же время защищая от кислорода.
Многие термопласты также можно сваривать с использованием химических растворителей. При контакте с пластиком растворитель начнет его размягчать, превращая поверхность в густой жидкий раствор. Когда две расплавленные поверхности прижимаются друг к другу, молекулы раствора смешиваются, соединяя их как одно целое. Поскольку растворитель может проникать в пластик, он испаряется через поверхность пластика, в результате чего сварной шов выпадает из раствора и затвердевает. Обычно сварка растворителем используется для соединения труб из ПВХ или АБС (акрилонитрил-бутадиен-стирол ) во время водопровода или для сварки стирола и полистирольных пластиков при строительстве модели. Сварка растворителем особенно эффективна для пластмасс, таких как ПВХ, которые горят на уровне стеклования или ниже, но может быть неэффективной для пластиков, таких как тефлон или полиэтилен, устойчивых к химическому разложению.
| Wikimedia Commons содержит материалы по теме Сварка. |