
Войти
 Механизм подачи проволоки FCAW
Механизм подачи проволоки FCAW Дуговая сварка порошковой проволокой (FCAW или FCA ) - это полуавтоматическая или автоматическая дуговая сварка. Для FCAW требуется расходуемый трубчатый электрод с непрерывной подачей, содержащий магнитный поток и постоянное напряжение или, реже, постоянное- ток источник питания для сварки. Иногда используется внешний защитный газ, но часто сам флюс используется для создания необходимой защиты от атмосферы, производят газовую защиту и жидкий шлак, защищающий сварной шов. Этот процесс широко используется в строительстве из-за высокой скорости сварки и портативности.
FCAW была впервые разработана в начале 1950-х годов как альтернатива дуговой сварке экраном (SMAW). Преимущество FCAW перед SMAW состоит в том, что использование стержневых электродов, используемых в SMAW, не требуется. Это помогло FCAW преодолеть многие ограничения, связанные с SMAW.
Для одного типа FCAW не требуется защитный газ. Это стало возможным благодаря флюсовому сердечнику в трубчатом расходуемом электроде. Однако это ядро содержит больше, чем просто флюс. Он также содержит различные ингредиенты, которые при воздействии высоких температур сварки создают защитный газ для защиты дуги. Этот тип FCAW привлекателен тем, что он портативен и обычно хорошо проникает в основной металл. Также не нужно учитывать ветреную погоду. Некоторые недостатки заключаются в том, что при этом процессе может образовываться чрезмерное количество ядовитого дыма (из-за чего становится трудно увидеть сварочную ванну). Как и во всех сварочных процессах, необходимо выбрать подходящий электрод для получения требуемых механических свойств. Квалификация оператора является основным фактором, так как неправильное обращение с электродом или настройка станка могут вызвать пористость.
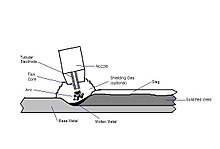 Рисунок FCAW в точке сварки
Рисунок FCAW в точке сварки Другой тип FCAW использует защитный газ, который должен подаваться от внешнего источника. Это неофициально известно как сварка «двойным экраном». Этот тип FCAW был разработан в первую очередь для сварки конструкционных сталей. Фактически, поскольку в нем используются как порошковый электрод, так и внешний защитный газ, можно сказать, что это комбинация газового металла (GMAW ) и дуговой сварки порошковой проволокой (FCAW). Наиболее часто используемые защитные газы представляют собой смеси диоксида углерода прямого действия или аргона. Чаще всего используется смесь 75% аргона и 25% двуокиси углерода. Этот особый стиль FCAW предпочтителен для сварки толстых металлов и металлов в нестабильном положении. Образовавшийся флюсом шлак также легко удалить. Основные преимущества этого процесса заключаются в том, что в условиях закрытого цеха он обычно дает сварные швы с лучшими и более стабильными механическими свойствами с меньшим количеством дефектов сварного шва, чем процессы SMAW или GMAW. На практике это также позволяет повысить производительность, так как оператору не нужно периодически останавливаться для извлечения нового электрода, как в случае SMAW. Однако, как и GMAW, его нельзя использовать в ветреную погоду, поскольку потеря защитного газа из воздушного потока приведет к образованию пористости в сварном шве.
Используется в следующих случаях сплавы:
Из Конечно, все обычные проблемы, которые возникают при сварке, могут возникать при FCAW, такие как неполное сплавление основных металлов, включения шлака (неметаллические включения ) и трещины в сварных швах. Но есть несколько проблем, связанных с FCAW, на которые стоит обратить особое внимание: