
Войти
 Современный микрометр с показателем 1,640 ± 0,005 мм. При отсутствии нулевой ошибки это тоже измерение.
Современный микрометр с показателем 1,640 ± 0,005 мм. При отсутствии нулевой ошибки это тоже измерение.  Наружные, внутренние и глубинные микрометры
Наружные, внутренние и глубинные микрометры Микрометра, иногда известный как микрометрический винт датчик, является устройством, включающим калиброванного винт широко используется для точного измерения компонентов в машиностроении и обработках, а также наиболее механические торгов, наряду с другими метрологическими инструментами, такими как циферблат, нониус, и цифровой суппорты. Микрометры обычно, но не всегда, имеют форму штангенциркуля. (противоположные концы соединены рамкой). Шпиндель представляет собой винт с очень точной обработкой, и измеряемый объект помещается между шпинделем и опорой. Шпиндель перемещается поворотом храпового механизма или наперстка до тех пор, пока шпиндель и наковальня не коснутся измеряемого объекта.
Микрометры также используются в телескопах или микроскопах для измерения видимого диаметра небесных тел или микроскопических объектов. Микрометр, используемый с телескопом, был изобретен около 1638 года английским астрономом Уильямом Гаскойном.
 Микрометр Гаскойна, нарисованный Робертом Гуком, ок. 1667
Микрометр Гаскойна, нарисованный Робертом Гуком, ок. 1667 Слово микрометр - это неоклассическая чеканка от греческого « микрос» - «маленький» и « метрон» - «мера». В словаре Merriam-Webster Collegiate Dictionary говорится, что английский язык заимствовал его из французского и что его первое известное появление в английском письме было в 1670 году. В то время не существовало ни метра, ни микрометра (мкм), ни микрометра (устройства) в том виде, в каком мы их знаем сегодня.. Однако люди того времени действительно нуждались в умении и интересовались способностью измерять мелочи и небольшие различия. Это слово, несомненно, было придумано для обозначения этого начинания, даже если оно не относилось конкретно к его нынешнему значению.
Первый микрометрический винт был изобретен Уильямом Гаскойном в 17 веке как усовершенствование верньера ; его использовали в телескопе для измерения угловых расстояний между звездами и относительных размеров небесных объектов.
Генри Модслей построил настольный микрометр в начале 19 века, который в шутку прозвали «лорд-канцлер» среди его сотрудников, потому что он был окончательным судьей по точности измерений и точности в работе фирмы. В 1844 году были опубликованы сведения о микрометре мастерской Уитворта. Он был описан как имеющий прочный чугунный каркас, на противоположных концах которого находились два стальных цилиндра с высокой степенью обработки, которые перемещались в продольном направлении с помощью винтов. Концы цилиндров в месте их встречи имели полусферическую форму. Один винт был снабжен колесом с градуировкой до одной десятитысячной дюйма. Его цель состояла в том, чтобы снабдить обычных механиков инструментом, который, хотя и давал очень точные показания, все же не очень мог выйти из строя из-за грубого обращения в мастерской.
Первая задокументированная разработка ручных штангенциркулей с микрометрическими винтами была сделана Жаном Лораном Палмером из Парижа в 1848 году; Поэтому устройство часто называют palmer по-французски, tornillo de Palmer («винт Палмера») по-испански и calibro Palmer («штангенциркуль Палмера») по-итальянски. (В этих языках также используются родственные слова микрометра: микрометр, микрометро, микрометр.) Штангенциркуль микрометра был представлен на массовом рынке англоязычных стран компанией Brown amp; Sharpe в 1867 году, что позволило использовать прибор в средней механической мастерской. Brown amp; Sharpe были вдохновлены несколькими более ранними устройствами, одно из которых было разработано Палмером. В 1888 году Эдвард В. Морли повысил точность микрометрических измерений и доказал их точность в сложной серии экспериментов.
Культура Инструментальный точности и точности, которая началась с взаимозаменяемости пионерами включая Gribeauval, Tousard, Север, Холл, Уитни и Colt, и продолжил через лидеров, таких как Maudslay, Палмер, Витвортом, Браун, Шарп, Pratt, Уитни, Леланд, и другие, выросшие в эпоху машин, стали важной частью объединения прикладной науки с технологиями. Начиная с начала 20 века, никто уже не мог по-настоящему освоить изготовление инструментов и штампов, станкостроение или машиностроение без некоторых знаний в области метрологии, а также в области химии и физики ( металлургии, кинематики / динамики, и качество ).
 Штангенциркуль с большим микрометром, 1908 г.
Штангенциркуль с большим микрометром, 1908 г.  Еще один крупный микрометр в использовании
Еще один крупный микрометр в использовании Каждый тип штангенциркуля микрометра может быть оснащен специальными упорами и наконечниками шпинделя для конкретных измерительных задач. Например, наковальня может иметь форму сегмента винтовой резьбы, V- образного блока или большого диска.
 Анимация использования микрометра. Объект измерения - черный. Измерение составляет 4,140 ± 0,005 мм.
Анимация использования микрометра. Объект измерения - черный. Измерение составляет 4,140 ± 0,005 мм. Микрометры используют винт для преобразования небольших расстояний (которые слишком малы для непосредственного измерения) в большие вращения винта, которые достаточно велики, чтобы считывать их по шкале. Точность микрометра зависит от точности форм резьбы, которые лежат в основе его конструкции. В некоторых случаях это винт дифференциала. Основные принципы работы микрометра следующие:
Например, если шаг винта составляет 1 мм, но наибольший диаметр (в данном случае внешний диаметр) составляет 10 мм, тогда окружность винта составляет 10π, или около 31,4 мм. Следовательно, осевое перемещение на 1 мм усиливается (увеличивается) до кругового перемещения 31,4 мм. Такое усиление позволяет сопоставить небольшую разницу в размерах двух одинаковых измеряемых объектов с большей разницей в положении наконечника микрометра. В некоторых микрометрах даже большая точность достигается за счет использования дифференциального винтового регулятора, позволяющего перемещать наперсток с гораздо меньшими приращениями, чем позволяла бы одна резьба.
В аналоговых микрометрах классического типа положение наконечника считывается непосредственно по отметкам шкалы на наконечнике и втулке (названия деталей см. В следующем разделе). Шкала нониуса часто включается, что позволяет положение для чтения к фракции наименьшей отметки шкалы. В цифровых микрометрах электронный индикатор отображает длину в цифровом виде на ЖК-дисплее прибора. Существуют также версии с механической цифрой, такие как автомобильные одометры, в которых числа «переворачиваются».
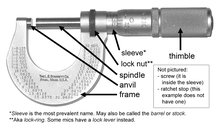 Детали штангенциркуля микрометра. Обратите внимание на добавленную таблицу преобразования единиц измерения, выгравированную на рамке, которая полезна для преобразования между дробными измерениями в дюймах и их десятичными эквивалентами.
Детали штангенциркуля микрометра. Обратите внимание на добавленную таблицу преобразования единиц измерения, выгравированную на рамке, которая полезна для преобразования между дробными измерениями в дюймах и их десятичными эквивалентами. Микрометр состоит из:
 Наперсток микрометра показывает показание 0,2760 ± 0,0005 дюйма.
Наперсток микрометра показывает показание 0,2760 ± 0,0005 дюйма. Шпиндель микрометра с градуировкой для английских и американских систем измерения имеет 40 витков резьбы на дюйм, так что один оборот перемещает шпиндель в осевом направлении на 0,025 дюйма (1 ÷ 40 = 0,025), что равно расстоянию между соседними градуировками на втулке. 25 делений на гильзе позволяют дополнительно разделить 0,025 дюйма, так что при повороте гильзы на одно деление шпиндель перемещается в осевом направлении на 0,001 дюйма (0,025 ÷ 25 = 0,001). Таким образом, показание дается числом целых делений, которые видны на шкале рукава, умноженным на 25 (количество тысячных долей дюйма, которое представляет каждое деление), плюс число того деления на наперстке, которое совпадает с с осевой нулевой линией на втулке. Результатом будет диаметр, выраженный в тысячных долях дюйма. Поскольку числа 1, 2, 3 и т. Д. Появляются под каждым четвертым делением на рукаве, указывая на сотые тысячные доли, считывание можно легко произвести.
Предположим, что гильза была выкручена так, что на гильзе были видны градуировка 2 и три дополнительных деления (как показано на изображении), и что градуировка 1 на гильзе совпадала с осевой линией гильзы. Тогда показание будет 0,2000 + 0,075 + 0,001 или 0,276 дюйма.
 Наперсток микрометра с показаниями 5,78 ± 0,005 мм.
Наперсток микрометра с показаниями 5,78 ± 0,005 мм. Шпиндель обычного метрического микрометра имеет 2 витка резьбы на миллиметр, поэтому за один полный оборот шпиндель перемещается на расстояние 0,5 миллиметра. Продольная линия на рукаве градуирована с делениями на 1 миллиметр и 0,5 миллиметра. Наперсток имеет 50 делений по 0,01 миллиметра (одна сотая миллиметра). Таким образом, показание дается числом миллиметровых делений, видимых на шкале гильзы, плюс конкретное деление на гильзе, которое совпадает с осевой линией гильзы.
Предположим, что гильза была выкручена так, что на гильзе были видны градуировка 5 и одно дополнительное деление 0,5 (как показано на изображении), и что деление 28 на гильзе совпало с осевой линией гильзы. Тогда показание будет 5,00 + 0,5 + 0,28 = 5,78 мм.
 Показание микрометра с нониусом 5,783 ± 0,001 мм, включая 5,5 мм по шкале шага главного винта, 0,28 мм по шкале вращения винта и 0,003 мм с добавлением нониуса.
Показание микрометра с нониусом 5,783 ± 0,001 мм, включая 5,5 мм по шкале шага главного винта, 0,28 мм по шкале вращения винта и 0,003 мм с добавлением нониуса. Некоторые микрометры снабжены нониусной шкалой на рукаве в дополнение к обычным делениям. Они позволяют производить измерения в пределах 0,001 миллиметра для метрических микрометров или 0,0001 дюйма для микрометров дюймовой системы.
Дополнительная цифра этих микрометров получается путем нахождения линии на нониусной шкале рукава, которая точно совпадает с линией на наперстке. Номер этой совпадающей линии нониуса представляет собой дополнительную цифру.
Таким образом, показание для метрических микрометров этого типа - это количество целых миллиметров (если есть) и количество сотых миллиметра, как в обычном микрометре, и количество тысячных долей миллиметра, указанное совпадающей линией нониуса на нониусе. рукавная нониусная шкала.
Например, измерение 5,783 миллиметра можно получить, сняв 5,5 миллиметра на гильзе, а затем прибавив 0,28 миллиметра, как определено гильзой. Затем нониус будет использоваться для чтения 0,003 (как показано на изображении).
Дюймовые микрометры считываются аналогичным образом.
Примечание: 0,01 миллиметра = 0,000393 дюйма и 0,002 миллиметра = 0,000078 дюйма (78 миллионных долей) или, альтернативно, 0,0001 дюйма = 0,00254 миллиметра. Следовательно, метрические микрометры обеспечивают меньшие приращения измерения, чем сопоставимые микрометры с дюймовыми единицами измерения - наименьшая градация обычного микрометра с дюймовой шкалой составляет 0,001 дюйма; нониусный тип имеет градуировку до 0,0001 дюйма (0,00254 мм). При использовании метрического или дюймового микрометра без нониуса, конечно, можно получить меньшие показания, чем градуированные, путем визуальной интерполяции между градуировками.
На большинстве микрометров маленький гаечный ключ используется для поворота гильзы относительно ствола, так что его нулевая линия перемещается относительно отметок на гильзе. Обычно во втулке есть небольшое отверстие для штифта гаечного ключа. Эта процедура калибровки устранит ошибку нуля: проблема, заключающаяся в том, что микрометр показывает ненулевое значение, когда его губки закрыты.
Стандартный однодюймовый микрометр имеет деление отсчета 0,001 дюйма и номинальную точность ± 0,0001 дюйма (« одна десятая », говоря языком машиниста). И измерительный инструмент, и объект измерения должны иметь комнатную температуру для точного измерения; грязь, жестокое обращение и низкая квалификация оператора являются основными источниками ошибок.
Точность микрометров проверяют, используя их для измерения мерных блоков, стержней или аналогичных эталонов, длина которых точно и точно известна. Если известно, что размер измерительного блока составляет 0,75000 ± 0,00005 дюйма («семь пятьдесят плюс-минус пятьдесят миллионных долей», то есть «семьсот пятьдесят тысяч плюс или минус половина десятой»), то микрометр должен измерять его как 0,7500 дюйма.. Если микрометр измеряет 0,7503 дюйма, значит, он не калиброван. Чистота и низкий (но постоянный) крутящий момент особенно важны при калибровке - каждая десятая (то есть десятитысячная часть дюйма) или сотая миллиметра «считается»; каждый важен. Простое пятнышко грязи или слишком сильное сжатие скрывают правду о том, способен ли прибор правильно читать. Решением является простая добросовестность - чистка, терпение, должная осторожность и внимание, а также многократные измерения (хорошая повторяемость гарантирует калибратору, что его методика работает правильно).
Калибровка обычно проверяет погрешность в 3-5 точках диапазона. Только один может быть доведен до нуля. Если микрометр в хорошем состоянии, то все они настолько близки к нулю, что кажется, что прибор показывает по существу «-вкл» на всем протяжении своего диапазона; никаких заметных ошибок не наблюдается ни на одном языке. Напротив, на изношенном микрометре (или микрометре, который изначально был плохо изготовлен) можно «гнать ошибку вверх и вниз по диапазону», то есть перемещать его вверх или вниз в любое из различных мест по диапазону., регулируя втулку, но исключить ее сразу во всех регионах невозможно.
Калибровка также может включать состояние наконечников (плоские и параллельные), наличие трещотки и линейность шкалы. Плоскостность и параллельность обычно измеряются с помощью прибора, называемого оптической плоскостью, диска из стекла или пластика с высочайшей точностью, чтобы иметь плоские параллельные поверхности, что позволяет подсчитывать световые полосы, когда опора и шпиндель микрометра находятся напротив него, показывая их количество геометрической неточности.
Коммерческие машины магазины, особенно те, которые делают определенные категории работы (военной или коммерческой аэрокосмической, ядерная энергетика, медицинские и другие), требуются различные организации по стандартизации (например, ISO, ANSI, ASME, ASTM, SAE, AIA, Вооруженные силы США и др.) Для калибровки микрометров и других датчиков по графику (часто ежегодно), чтобы прикрепить этикетку к каждому датчику, которая дает ему идентификационный номер и дату истечения срока действия калибровки, чтобы вести учет всех датчиков по идентификационному номеру., а также указать в отчетах о проверке, какой датчик использовался для конкретного измерения.
Не всякая калибровка - это дело метрологических лабораторий. Микрометр можно откалибровать на месте в любое время, по крайней мере, самым простым и важным способом (если не всесторонне), путем измерения высококачественного калибра и соответствующей регулировки. Даже манометры, которые калибруются ежегодно и в течение срока годности, следует проверять таким образом каждые месяц или два, если они используются ежедневно. Обычно они проверяют ОК, так как не нуждаются в корректировке.
Точность самих измерительных блоков прослеживается через цепочку сравнений с эталоном, таким как международный прототип измерителя. Этот металлический стержень, как и международный прототип килограмма, содержится в контролируемых условиях в штаб-квартире Международного бюро мер и весов во Франции, которая является одной из основных мировых лабораторий эталонов. Эти эталоны имеют региональные копии с высокой точностью (хранятся в национальных лабораториях различных стран, таких как NIST ), а метрологическое оборудование составляет цепочку сличений. Поскольку определение измерителя теперь основано на длине волны света, международный прототип измерителя не так необходим, как раньше. Но такие эталоны по-прежнему важны для калибровки и сертификации метрологического оборудования. Оборудование, обозначенное как «отслеживаемое NIST», означает, что его сравнение с эталонными датчиками и их сравнение с другими можно проследить через цепочку документации до оборудования в лабораториях NIST. Поддержание такой степени прослеживаемости требует определенных затрат, поэтому оборудование, отслеживаемое NIST, дороже, чем оборудование, не отслеживаемое NIST. Но приложения, требующие высшей степени контроля качества, требуют затрат.
Микрометр, который был обнулен, проверен и обнаружен неисправным, может быть восстановлен до точности путем дальнейшей регулировки. Если ошибка возникает из-за того, что части микрометра изношены не по форме и размеру, то восстановление точности таким способом невозможно; скорее требуется ремонт (шлифовка, притирка или замена деталей). Для стандартных инструментов на практике проще и быстрее, а зачастую и не дороже, купить новый, чем заниматься ремонтом.