
Войти
 Винтовая резьба, используется для преобразования крутящего момента в линейную силу в затворе. Оператор вращает две вертикальные конические шестерни с резьбовыми отверстиями, тем самым поднимая или опуская два длинных вертикальных вала с резьбой, которые не могут вращаться (с помощью конической шестерни ).
Винтовая резьба, используется для преобразования крутящего момента в линейную силу в затворе. Оператор вращает две вертикальные конические шестерни с резьбовыми отверстиями, тем самым поднимая или опуская два длинных вертикальных вала с резьбой, которые не могут вращаться (с помощью конической шестерни ).A с резьбой, часто укороченной до резьба, представляет собой спиральную структуру, используемую для преобразования между вращательным и линейным движением или силой. Винтовая резьба - это гребень, обернутый вокруг цилиндра или конуса в форме спирали, причем первая называется прямой резьбой, а вторая - конической резьбой. Винтовая резьба является важной особенностью винта как простого механизма, а также как резьбовой крепеж.
механическое преимущество винтовой резьбы зависит от ее шага, который представляет собой линейное расстояние, на которое винт проходит за один оборот. В большинстве случаев шаг винтовой резьбы выбирается так, чтобы трение достаточно, чтобы предотвратить преобразование линейного движения во вращательное, то есть винт не проскальзывает даже при действии линейной силы. применяется до тех пор, пока отсутствует внешняя вращающая сила. Эта характеристика важна для подавляющего большинства его применений. Затягивание винтовой резьбы крепежа сравнимо с вбиванием клина в зазор до тех пор, пока он не заедет из-за трения и небольшой упругой деформации.
Винтовые резьбы имеют несколько применений:
. Во всех этих случаях резьба винта выполняет две основные функции:
Можно описать каждую согласованную пару резьбы, внешнюю и внутреннюю как мужчина, так и женщина. Например, винт имеет наружную резьбу, а соответствующее отверстие (в гайке или подложке) имеет внутреннюю резьбу. Это свойство называется гендером.
 Правосторонняя и левая резьба
Правосторонняя и левая резьба  Правило для винтовой резьбы
Правило для винтовой резьбы Спираль резьбы может закручиваться в двух возможных направлениях, что известно как вращение. Большинство ниток ориентированы так, что резьбовой элемент, если смотреть с точки зрения по оси, проходящей через центр спирали, удаляется от наблюдателя, когда он поворачивается в направлении по часовой стрелке, и движется в направлении зритель, когда он повернут против часовой стрелки. Это известно как правая резьба (RH), потому что она соответствует правилу захвата правой рукой. Нити, ориентированные в противоположном направлении, известны как левые (LH).
По общепринятому мнению, для винтовой резьбы по умолчанию используется праворукость. Поэтому большинство резьбовых деталей и крепежа имеют правую резьбу. Применения с левой резьбой включают:
 Другая резьба включая метрическую систему, USC, USF, BSW
Другая резьба включая метрическую систему, USC, USF, BSW Форму поперечного сечения резьбы часто называют ее формой или формой резьбы (также пишется форма резьбы). Это может быть квадрат, треугольник, трапеция или другие формы. Термины форма и форма резьбы иногда относятся ко всем аспектам конструкции вместе (форма поперечного сечения, шаг и диаметры), но обычно относятся к стандартизированной геометрии, используемой винтом. Основные категории резьбы включают машинную резьбу, материальную резьбу и приводную резьбу.
Большинство треугольных форм резьбы основаны на равнобедренном треугольнике. Их обычно называют V-образной резьбой или V-образной резьбой из-за формы буквы V. Для V-образной резьбы 60 ° равнобедренный треугольник, в частности, равносторонний. Для стыковой резьбы треугольник имеет вид разностороннего.
Теоретический треугольник обычно усечен до разной степени (то есть кончик треугольника обрезан). V-образная резьба, в которой нет усечения (или незначительное количество считается незначительным), называется острой V-образной резьбой. Усечение происходит (и кодифицировано в стандартах) по практическим причинам - нарезной или резьбонарезной инструмент практически не может иметь идеально острый конец, и усечение желательно в любом случае, потому что в противном случае:
В шарико-винтовой передаче пары «папа-папа» имеют между собой шарики подшипника. Роликовые винты используют обычные формы резьбы и резьбовые ролики вместо шариков.
Угловая характеристика формы поперечного сечения часто называется углом резьбы. Для большинства V-образных резьб это стандартное значение 60 градусов, но можно использовать любой угол. Поперечное сечение для измерения этого угла лежит в плоскости, которая включает ось цилиндра или конуса, на котором производится резьба.
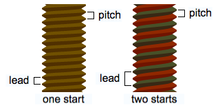 Шаг и шаг для двух резьб; один с одним началом и один с двумя запусками
Шаг и шаг для двух резьб; один с одним началом и один с двумя запусками Lead и шаг - тесно связанные понятия. Их можно перепутать, потому что они одинаковы для большинства винтов. Шаг - это расстояние вдоль оси винта, которое проходит за один полный оборот винта (360 °). Шаг - это расстояние от вершины одной нити до следующей. Поскольку подавляющее большинство форм резьбы винтов являются однозаходными, их шаг и шаг одинаковы. Одностартный означает, что вокруг цилиндра корпуса шнека намотан только один «гребень». Каждый раз, когда корпус винта поворачивается на один оборот (360 °), он продвигается в осевом направлении на ширину одного гребня. «Двойной старт» означает, что вокруг цилиндра корпуса шнека намотаны два «гребня». Каждый раз, когда корпус винта поворачивается на один оборот (360 °), он продвигается в осевом направлении на ширину двух гребней. Другой способ выразить это - опережение и шаг параметрически связаны, а параметр , который их связывает, количество запусков, очень часто имеет значение 1, и в этом случае их отношение становится равенством. Как правило, опережение равняется подаче, умноженной на количество пусков.
В то время как метрическая резьба обычно определяется их шагом, то есть расстоянием на резьбу, в дюймовых стандартах обычно используется обратная логика, то есть количество резьбы на заданном расстоянии. Таким образом, дюймовая резьба определяется в единицах резьбы на дюйм (TPI). Pitch и TPI описывают одно и то же лежащее в основе физическое свойство - только в разных терминах. Когда дюйм используется в качестве единицы измерения шага, TPI является величиной, обратной величине шага, и наоборот. Например, резьба ⁄ 4 -20 имеет 20 TPI, что означает, что ее шаг составляет ⁄ 20 дюйма (0,050 дюйма или 1,27 мм).
Как расстояние от вершины одной резьбы до следующей, шаг можно сравнить с длиной волны волны . Другая аналогия с волной заключается в том, что высота тона и TPI инвертируются друг с другом аналогично тому, как период и частота инвертируются друг с другом.
Крупная резьба - это резьба с большим шагом (меньше резьбы на осевое расстояние), а мелкая резьба - это резьба с меньшим шагом (больше резьбы на осевое расстояние). Грубая резьба имеет большую форму резьбы относительно диаметра винта, тогда как мелкая резьба имеет меньшую форму резьбы относительно диаметра винта. Это различие аналогично различию между крупными и мелкими зубьями на пиле или пилке, или между крупными и мелкими зубьями на наждачной бумаге.
 шпилька крышки распределительного вала с резьбой ⁄ 4 -20 UNC (слева, для алюминиевой головки блока цилиндров) и ⁄ 4 -28 UNF (справа, для стальной гайки; с двигателя Jaguar XK <376 1960-х годов>Общие стандарты V-образной резьбы (ISO 261 и Унифицированный стандарт резьбы ) включают крупный и мелкий шаг для каждого большого диаметра. Например, ⁄ 2 -13 относится к серии UNC (Unified National Coarse), а ⁄ 2 -20 относится к серии UNF (Unified National Fine). Аналогично, M10 (номинальный внешний диаметр 10 мм) согласно ISO 261 имеет версию с крупной резьбой с шагом 1,5 мм и версию с мелкой резьбой с шагом 1,25 мм.
шпилька крышки распределительного вала с резьбой ⁄ 4 -20 UNC (слева, для алюминиевой головки блока цилиндров) и ⁄ 4 -28 UNF (справа, для стальной гайки; с двигателя Jaguar XK <376 1960-х годов>Общие стандарты V-образной резьбы (ISO 261 и Унифицированный стандарт резьбы ) включают крупный и мелкий шаг для каждого большого диаметра. Например, ⁄ 2 -13 относится к серии UNC (Unified National Coarse), а ⁄ 2 -20 относится к серии UNF (Unified National Fine). Аналогично, M10 (номинальный внешний диаметр 10 мм) согласно ISO 261 имеет версию с крупной резьбой с шагом 1,5 мм и версию с мелкой резьбой с шагом 1,25 мм.
Термин «грубая» здесь не означает более низкое качество, а термин «мелкая» не означает более высокое качество. ссылка на шаг резьбы винта не имеет ничего общего с используемыми допусками (степень o f точность) или мастерство, качество или стоимость. Они просто относятся к размеру резьбы относительно диаметра винта.
Грубая резьба более устойчива к отслаиванию и нарезанию поперечной резьбы, потому что они имеют большее зацепление с боков. Грубая резьба устанавливается намного быстрее, так как для нее требуется меньше витков на единицу длины. Более тонкие резьбы более прочны, поскольку они имеют большую площадь напряжения для резьбы того же диаметра. Тонкая резьба с меньшей вероятностью расшатывается, поскольку она имеет меньший угол наклона спирали и позволяет более тонкую регулировку. Более мелкая резьба обеспечивает больший предварительный натяг при меньшем моменте затяжки.
 Три диаметра, характеризующие резьбу
Три диаметра, характеризующие резьбу  Знак ⌀ на техническом чертеже
Знак ⌀ на техническом чертеже Имеются три характерных диаметра ( ⌀ ) резьбы: большой диаметр, малый диаметр и делительный диаметр: отраслевые стандарты определяют минимальные (мин.) И максимальные (макс.) Пределы для каждой из них для всех признанных размеров резьбы. Минимальные пределы для внешней (или болтовой, в терминологии ISO) и максимальные пределы для внутренней (гайка) размеров резьбы существуют для того, чтобы гарантировать, что резьба не разорвется на пределе прочности на разрыв для основного материала. Минимальные пределы для внутренней и максимальные пределы для внешней резьбы существуют, чтобы гарантировать совместимость резьбы.
Наибольший диаметр резьбы является большим из двух крайних диаметров, ограничивающих высоту профиля резьбы, так как поперечный разрез сделан в плоскости, содержащей ось резьбы. потоки. Для винта это его внешний диаметр (OD). Наибольший диаметр гайки нельзя измерить напрямую, но его можно проверить с помощью манометров.
Наибольший диаметр внешней резьбы обычно меньше, чем наибольший диаметр внутренней резьбы, если резьба предназначена для совместной работы. Но само по себе это требование не гарантирует, что болт и гайка с одинаковым шагом будут подходить друг к другу: такое же требование должно выполняться отдельно для малого и делительного диаметров резьбы. Помимо обеспечения зазора между вершиной резьбы болта и основанием резьбы гайки, необходимо также обеспечить, чтобы зазоры не были настолько чрезмерными, чтобы вызвать выход крепежа из строя.
 Базовый профиль всех резьбы UTS такой же, как и у всех метрических резьб ISO. Только обычно используемые значения для D maj и P различаются между двумя стандартами.
Базовый профиль всех резьбы UTS такой же, как и у всех метрических резьб ISO. Только обычно используемые значения для D maj и P различаются между двумя стандартами. Малый диаметр - это нижний крайний диаметр резьбы. Большой диаметр минус малый диаметр, разделенный на два, равняется высоте резьбы. Меньший диаметр гайки - это ее внутренний диаметр. Меньший диаметр болта можно измерить с помощью манометров, работающих / непроходимых, или напрямую с помощью оптического компаратора.
. Как показано на рисунке справа, резьбы с одинаковым шагом и углом, которые имеют соответствующие меньшие диаметры, с разным большим и делительным диаметром может казаться плотно прилегающим, но только радиально; резьбы, у которых совпадают только основные диаметры (не показаны), также можно визуализировать как не допускающие радиального перемещения. Ухудшенное состояние материала из-за неиспользуемых промежутков между резьбами должно быть минимизировано, чтобы не ослабить крепежные детали.
 Варианты плотного прилегания. Только резьба с подобранными PD является действительно плотной, как в осевом, так и в радиальном направлении.
Варианты плотного прилегания. Только резьба с подобранными PD является действительно плотной, как в осевом, так и в радиальном направлении. Шаговый диаметр (PD, или D 2) конкретной резьбы, внутренней или внешней, является диаметром цилиндрической поверхности, концентрически в осевом направлении резьбе, которая пересекает боковые поверхности резьбы в равноудаленных точках, если смотреть в плоскости поперечного сечения, содержащей ось резьбы, причем расстояние между этими точками составляет ровно половину шага. Эквивалентно, линия, идущая параллельно оси и на расстоянии D 2 от нее, «линия PD», разрезает остроконечную V-образную форму резьбы, имеющую боковые стороны, совпадающие с боковыми сторонами резьбы под тест, ровно на 50% его высоты. Мы предположили, что боковые поверхности имеют правильную форму, угол и шаг для указанного стандарта резьбы. Как правило, это не связано с большим (D) и второстепенным (D 1) диаметрами, особенно если усечение гребня и корня острой V-образной формы на этих диаметрах неизвестно. Все остальное в идеале, D 2, D, D 1 вместе полностью описывают форму резьбы. Знание PD определяет положение резьбы с острым V-образным вырезом, стороны которой совпадают с прямыми сторонами боковых сторон резьбы: например, гребень наружной резьбы срезал бы эти стороны радиальное смещение D - D 2 от позиции линии PD.
При условии наличия умеренных неотрицательных зазоров между впадиной и вершиной противоположной резьбы, а все остальное идеально, если диаметры шага винта и гайки точно совпадают, люфта быть не должно. все между ними в собранном виде, даже при наличии положительных зазоров между корневыми гребнями. Это тот случай, когда боковые поверхности нитей входят в тесный контакт друг с другом раньше, чем корни и гребни, если это вообще происходит.
Однако это идеальное состояние на практике может быть только приблизительным и обычно требует сборки с помощью гаечного ключа, что может вызвать истирание резьбы. По этой причине, как правило, должен быть предусмотрен некоторый допуск или минимальная разница между PD внутренней и наружной резьбы, чтобы исключить возможность отклонений от идеальной формы резьбы, вызывающей натяг, и ускорить ручную сборку до длины помолвка. Такие допуски или фундаментальные отклонения, как их называют стандарты ISO, предусмотрены в различной степени в соответствующих классах подгонки для диапазонов размеров резьбы. С одной стороны, классом не предусмотрен допуск, но максимальное PD внешней резьбы определено таким же, как минимальное PD внутренней резьбы, в пределах указанных допусков, обеспечивая возможность сборки двух частей с некоторой свободой посадки все еще возможна из-за запаса допуска. Класс, называемый посадкой с натягом, может даже предусматривать отрицательные допуски, когда частичное разрушение винта больше, чем частичное сопротивление гайки, по крайней мере, на величину припуска.
Делительный диаметр наружной резьбы измеряется различными методами:
Способ, которым охватываемая охватываемая часть подходят к другу, включая люфт и трение, классифицируется (классифицируется) в стандартах резьбы. Для достижения определенного уровня класса посадки требуется способность в пределах допуска для размера (размера) и чистоты поверхности. Определение и достижение классов соответствия важны для взаимозаменяемости. Классы включают 1, 2, 3 (от слабого до плотного); А (внешний) и В (внутренний); и различные системы, такие как пределы H и D.
Предел резьбы или Предел диаметра резьбы - стандарт, инструмент для классификации допуска диаметра шага резьбы для постукивает. Для британских мер используются пределы H или L, которые обозначают, на сколько единиц измерения на 0,0005 дюйма больше или диаметр деления относительно его базового значения, соответственно. Таким образом, метчик, обозначенный предел H, равным 3, обозначенный H3, будет иметь средний диаметр на 0,0005 × 3 = 0,0015 дюйма больше, чем базовый средний диаметр, и, таким образом, приведет к нарезанию внутренней резьбы с более свободной свободной посадкой, чем, скажем, метчик H2. В метрических единицах измерения используются пределы D или DU, которые используются той же системой, что ианские, но используются обозначения D или DU для обозначения превышения и уменьшения, соответственно, и единицы измерения 0,013 мм (0,51 мил). Обычно метчики бывают в диапазоне от H1 до H5 и редко L1.
Делительный диаметр резьбы измеряется там, где радиальное сечение одиночной резьбы одинаковой половиныа, например: 16-шаговая резьба = ⁄ 16 дюйма = 0,0625 шага фактический диаметр резьбы измеряется в радиальном поперечном сечении 0,03125 дюйма.
Для достижений предсказуемо успешное совмещение внешней и внутренней резьбы и гарантированной взаимозаменяемости между формами мужчинами и женщинами, стандартами, размера и отделки должны существовать и соблюдаться. Стандартизация потоков обсуждается ниже.
Винтовая резьба почти никогда не бывает идеально острой (без усечения на гребне или корне), а вместо этого усекается, давая конечную глубину резьбы, которая может быть выражена как часть значения высоты тона. Стандарты UTS и ISO кодифицирует степень усечения, допускаются диапазоны допусков.
Идеально острая V-образная резьба 60 ° будет иметь глубину резьбы («высоту» от впадины до гребня), равную 0,866 шага. Этот факт характерен для геометрии равностороннего треугольника - результата прямого основного тригонометрических функций. Он не зависит от измерения (дюйм против мм). Однако резьба UTS и ISO не является острой резьбой. Большой и малый диаметр ограничивают усечения по обеим сторонам острия V.
Номинальный диаметр метрической (например, M8) и унифицированной (например, ⁄ 16 дюйма) резьбы является теоретическим большим диаметром наружной резьбы, усеченный (диаметрально) на ⁄ 4 шага от размера по концам «основных» (остроугольных) треугольников. Получающиеся в результате лыски на гребнях наружной резьбы теоретически имеют ширину в одну восьмую (выраженную обозначением ⁄ 8 p или 0,125p), хотя фактическое определение геометрии имеет больше числа, чем это. Полная (100%) резьба UTS или ISO имеет высоту около 0,65p.
Резьбы могут быть (и часто это делают) немного более усеченными, что дает глубину резьбы от 60% до 75% от значения 0,65p. Например, 75% резьбы сделать необходимое для обрезки резьбы. В результате уменьшается износ метчика и матрицы, снижается вероятность поломки и часто можно использовать более высокие скорости резания.
Это дополнительное усечение достигается за счет использования сверла для метчика несколько большего размера в случае внутренней резьбы или за счет небольшого уменьшения диаметра резьбовой части заготовки в случае наружной резьбы, последнее эффективно уменьшает большой диаметр резьбы. В случае внутренней резьбы в таблицах метчиков обычно указываются размеры, обеспечивающие примерно 75% резьбы. Резьба 60% может быть подходящей в случаях, когда не ожидается высокой растягивающей нагрузки. В обоих случаях шаговый диаметр не изменен. Уравновешивание усечения и прочности резьбы аналогично многим инженерным решениям, прочностью, весом и стоимостью материала, а также стоимостью его обработки.
Коническая резьба используется на крепежных изделиях и трубах. Тип примером крепежа с конической резьбой является шуруп.
. трубы с резьбой, используемые в некоторых сантехнических установках для подачи жидкостей под давлением, имеютбовое сечение слегка коническая. Примерами являются серии NPT и BSP. Уплотнение, обеспечиваемое резьбовым соединением труб, создается, когда конический конец с внешней резьбой затягивается в конец с внутренней резьбой. Для стыков труб хорошее уплотнение требует применения на стык отдельного герметика, такого как лента для уплотнения резьбы, или жидкого или пастообразного герметика для труб, такого как смазка для труб.
Идея винтовой резьбы, кажется, впервые пришла в голову Архимеду, который кратко писал о нескольких спиралях, а также разработал простых устройств, использующих принцип винта. Леонардо да Винчи понимал принцип винта и оставил рисунки, показывающие, как резьба может нарезаться машиной. В 1500-х годах в немецких часах появились винты, которые использовались для крепления доспехов. В 1569 году Бессон изобрел токарно-винторезный станок, но этот метод не получил широкого распространения, и винты продолжали изготавливаться в основном вручную в течение следующих 150 лет. В 1800-х годах производство винтовки началось в Англии во время промышленной революции. В то время стандартизации не существовало. Болты, изготовленные одним устройством, не подходят к гайкам другого.
 Пример M16, метрическая резьба ISO
Пример M16, метрическая резьба ISO Стандартизация винтовой резьбы развивалась с начала девятнадцатого века для облегчения совместимости между различными производителями и пользователями. Процесс стандартизации все еще продолжается; в особенности, все еще широко используются (в остальном идентичные) конкурирующие стандарты метрической и дюймовой резьбы. Стандартные резьбы обычно обозначаются короткими буквенными кодами (M, UNC и т. Д.), Которые также образуют префикс стандартных обозначений отдельных резьб.
Дополнительные стандарты продукции определяют предпочтительные размеры резьбы для винтов и гаек, а также соответствующие размеры головок болтов и гаек, чтобы облегчить совместимость между гаечными ключами и другими инструментами.
Наиболее распространенная резьба - это метрическая резьба ISO (M) для большинства целей и резьба BSP (R, Г) для труб.
Они были стандартизированы Международной организацией по стандартизации (ISO) в 1947 году. Хотя метрическая резьба была в основном унифицирована в 1898 году Международным конгрессом для стандартизации винтовой резьбы, стандарты метрической резьбы использовались во Франции, Японии, а у швейцарцев был набор ниток для часов.
В определенных приложениях и определенных регионах широко используются резьбы, отличные от метрических резьб ISO, иногда из-за особых требований к применению, но в основном по причинам назад совместимость :
 Графическое представление формул для шагов настоящего винтовых болтов
Графическое представление формул для шагов настоящего винтовых болтов  Хороший обзор стандартов винтовых резьбы, используемых в 1914 году, был дан в Colvin FH, Stanley FA (eds) (1914): American Machinists 'Handbook, 2-е изд., Нью-Йорк и Лондон, McGraw-Hill, стр. 16–22. Обсуждаются стандарты USS, ме трические системы, стандарты Уитворта и BA. Серия SAE не упоминалась - на момент составления этого издания Справочника они либо находились в разработке, либо только что представили.
Хороший обзор стандартов винтовых резьбы, используемых в 1914 году, был дан в Colvin FH, Stanley FA (eds) (1914): American Machinists 'Handbook, 2-е изд., Нью-Йорк и Лондон, McGraw-Hill, стр. 16–22. Обсуждаются стандарты USS, ме трические системы, стандарты Уитворта и BA. Серия SAE не упоминалась - на момент составления этого издания Справочника они либо находились в разработке, либо только что представили.  Таблица стандартных размеров крепежных винтов, предоставленная Американской винтовой компанией в Провиденсе., Род-Айленд, США, и опубликовано в «Справочнике инженеров-механиков» 1916 года. Стандарты, представленные здесь, частично совпадают со стандартами, отмеченными как стандарты ASME и SAE, а также с более поздним стандартом Unified Thread Standard (UTS) 1949 года и позже. Можно увидеть тему того, как более поздние стандарты отражают некоторую степень продолжения более ранних стандартов, иногда с намеками на давнее происхождение внутри компании. Например, сравните варианты 6–32, 8–32, 10–24 и 10–32 в этой таблице с версиями UTS этих размеров, которые не идентичны, но настолько близки, что возможен обмен.
Таблица стандартных размеров крепежных винтов, предоставленная Американской винтовой компанией в Провиденсе., Род-Айленд, США, и опубликовано в «Справочнике инженеров-механиков» 1916 года. Стандарты, представленные здесь, частично совпадают со стандартами, отмеченными как стандарты ASME и SAE, а также с более поздним стандартом Unified Thread Standard (UTS) 1949 года и позже. Можно увидеть тему того, как более поздние стандарты отражают некоторую степень продолжения более ранних стандартов, иногда с намеками на давнее происхождение внутри компании. Например, сравните варианты 6–32, 8–32, 10–24 и 10–32 в этой таблице с версиями UTS этих размеров, которые не идентичны, но настолько близки, что возможен обмен.  Обзор результаты по использованию стандартов SAE (включая стандарты размеров винтов), опубликованные в журнале Horseless Age, 1916
Обзор результаты по использованию стандартов SAE (включая стандарты размеров винтов), опубликованные в журнале Horseless Age, 1916 Первая исторически важная стандартизация винтовой резьбы внутри компании началась с Генри Модслея примерно в 1800 году, когда современный токарно-винторезный станок сделал сменные винты с V-образной резьбой практичным товаром. В течение следующих 40 лет стандартизация продолжала происходить на уровне внутри компании и внутри компании. Несомненно, в этом духе времени участвовали многие механики той эпохи; Джозеф Клемент был одним из тех, кого знала история. В 1841 г. Джозеф Уитворт создал проект, который, благодаря его принятию многими британскими железнодорожными компаниями, стал национальным стандартом Соединенного Королевства под названием Британский стандарт Уитворта. В период с 1840-х по 1860-е годы этот стандарт также часто использовался в наших Штатах и Канаде в дополнение к бесчисленным внутрикорпоративным и внутрикорпоративным стандартам. В апреле 1864 года Уильям Селлерс представил в Институт Франклина в Филадельфии доклад, в котором предлагал новый стандарт для замены плохо стандартизированной практики винтовой резьбы в США. Продавцы упростили конструкцию Уитворта, приняв профиль резьбы 60 ° и плоский наконечник (в отличие от угла Уитворта 55 ° и закругленного наконечника). Угол 60 ° уже широко использовался в Америке, но система Селлерса обещала сделать его и все другие детали формы резьбы согласованными.
Нить Продавца, которую проще производить обычным машинистам, стала важным стандартом в США в конце 1860-х - начале 1870-х годов, когда она была выбрана в качестве стандарта для работ, выполняемых по государственным контрактам США, и была также принят в качестве стандарта очень влиятельными корпорациями железнодорожной отрасли, такими как Baldwin Locomotive Works и Pennsylvania Railroad. Другие фирмы приняли его, и вскоре он стал национальным стандартом для США, а позже стал широко известен как стандартная нить США (нить USS). В течение следующих 30 лет стандарт был дополнительно определен и расширен и превратился в набор стандартов, включая National Coarse (NC), National Fine (NF) и National Pipe Taper (NPT). Тем временем в Великобритании были разработаны и усовершенствованы винтовые резьбы Британской ассоциации.
В то время в континентальной Европе были хорошо известны британские и американские формы резьбы, но также развивались различные метрические стандарты резьбы, которые обычно использовали профиль 60 °. Некоторые из них превратились в национальные или квазинациональные стандарты. В основном они были объединены в 1898 году Международным конгрессом по стандартизации резьбовых соединений в Цюрихе, который определил новые международные стандарты метрической резьбы как имеющие тот же профиль, что и резьба Продавца, но с метрическими размерами. В начале 20-го века были предприняты попытки убедить правительства США, Великобритании и Канады принять эти международные стандарты резьбы и метрическую систему в целом, но они потерпели неудачу с аргументами о том, что капитальные затраты необходимое переоснащение приведет к тому, что некоторые фирмы будут переходить от прибыли к убыткам и подорвать экономику. (Смешанное использование дуэльных дюймовых и метрических стандартов с тех пор стоило намного, намного дороже, но эти затраты больше распределялись между национальной и глобальной экономикой, а не лежали на руках отдельных правительств или корпораций, что помогает объяснить усилия лоббирования.)
Где-то между 1912 и 1916 годами Общество автомобильных инженеров (SAE) создало "серию SAE" размеров резьбы винта, отражающую происхождение от более ранних USS и ASME. стандарты.
В конце 19-го века инженеры представляют, что обеспечивает надежной взаимозаменяемости резьбовых соединений многогранная и сложная задача, которая не была таким простым, как простая стандартизация основного диаметра и шага для точной резьбы.. Именно в эту эпоху более сложный анализ показывает такие числа, как делительный диаметр и чистота поверхности.
На протяжении Первой мировой войны и в последующий межвоенный период в поисках надежной взаимозаменяемости был проделан огромный объем инженерных работ. Классы посадки были стандартизированы, разработаны новые способы создания и контроля резьбовых соединений (например, производственные резьбошлифовальные станки и оптические компараторы ). Поэтому теоретически можно было ожидать, что к началу Великой Отечественной войны проблема взаимозаменяемости резьбовых соединений уже была бы полностью решена. К сожалению, это оказалось ложью. Внутринациональная взаимозаменяемость была широко распространена, но международная взаимозаменяемость была менее распространена. Проблемы с отсутствием стандартов взаимозаменяемости между американскими, американскими и британскими деталями во время Второй мировой войны приводят к усилиям по унифицированным стандартам между этими системами связанных стран, и Унифицированный стандарт взаимозаменяемости принят компанией Винт Комитеты по стандартизации Канады. Королевства и США 18 ноября 1949 г. в Вашингтоне, округ Колумбия, в надежде, что они будут приняты повсеместно. (Исходный стандарт UTS можно найти в публикации ASA (теперь ANSI), том 1, 1949 г.) UTS состоит из унифицированного грубого (UNC), унифицированного (UNF), унифицированного сверхвысокого (UNEF) и унифицированного специального (UNS). Стандарт получил широкое распространение в Великобритании, хотя небольшое количество компаний продолжали использовать собственные британские стандарты Великобритании для микровинтов Whitworth (BSW), British Standard Fine (BSF) и Британской ассоциации (BA).
Однако в международном масштабе метрическая система затмила дюймовые единицы измерения. В 1947 году была основана ISO; а в 1960 году была создана метрическая Международная система единиц (сокращенно SI от французского Système International). Когда континентальная Европа и большая часть остального мира перешли на метрическую резьбу SI и ISO, Великобритания постепенно склонялась в том же направлении. Метрическая винтовая резьба ISO теперь является стандартом, принятым во всем мире, и постепенно вытесняет все прежние стандарты, включая UTS. В США, где UTS все еще преобладает, более 40% продукции содержат хотя бы некоторые метрические резьбовые соединения ISO. Великобритания полностью отказалась от своей приверженности UTS в пользу метрической резьбы ISO, а Канада находится между ними. Глобализация отраслей оказывает давление на рынок в пользу отказа от стандартов меньшинств. Хороший пример - автомобильная промышленность ; Американские заводы по производству автозапчастей давно разработали способность соответствовать стандартам ISO, и сегодня очень немногие детали для новых автомобилей сохраняют размеры в дюймах, независимо от того, произведены ли они в США
Даже сегодня, более полувека поскольку UTS заменил серии USS и SAE, компании по-прежнему продают оборудование с такими обозначениями, как «USS» и «SAE», чтобы указать, что оно имеет дюймовые размеры, а не метрические. Большая часть этого оборудования фактически сделана для UTS, но терминология маркировки и каталогизации не всегда точна.
В американских технических чертежах ANSI Y14.6 определяет стандарты для обозначения резьбовых деталей. Детали обозначаются их номинальным диаметром (номинальным большим диаметром резьбы винта), шагом (числом резьбы на дюйм) и классом посадки резьбы. Например, «.750-10UNC-2A» - это наружная резьба (A) с номинальным большим диаметром 0,750 дюйма, 10 витками резьбы на дюйм и посадкой класса 2; «.500-20UNF-1B» будет внутренней (B) с номинальным большим диаметром 0,500 дюйма, 20 резьбой на дюйм и посадкой класса 1. Стрелка указывает от этого обозначения к рассматриваемой поверхности.
Существует множество способов создания винтовой резьбы, включая традиционные субтрактивные типы (например, различные виды нарезания [single -концевание, метчики и штампы, штамповочные головки, фрезерование]; формование; литье [литье под давлением, литье в песчаные формы]; формовка и прокатка; шлифование и иногда притирка для выполнения других процессов); новые аддитивные технологии ; и их комбинации.
Еще одна распространенная точка проверки - прямолинейность болта или винта. Эта тема часто возникает, когда возникают проблемы со сборкой с предварительно просверленными отверстиями, поскольку первая точка устранения неполадок - определить, неисправен ли крепеж или отверстие. Для решения этой проблемы был разработан ASME B18.2.9 «Измеритель прямолинейности для болтов и винтов». В соответствии с областью применения стандарта он описывает калибр и процедуру проверки прямолинейности болта и винта при максимальных условиях материала (MMC) и предоставляет пределы по умолчанию, если они не указаны в применимом стандарте на продукцию.
| На Викискладе есть материалы, связанные с резьбой. |
{kind=link}