
Войти
 Herbert Hoffmann Gmbh, Набор метрических измерительных блоков, 112 шт.
Herbert Hoffmann Gmbh, Набор метрических измерительных блоков, 112 шт.  Herbert Hoffmann GmbH, 8 шт., 125 мм - 500 мм
Herbert Hoffmann GmbH, 8 шт., 125 мм - 500 мм  Herbert Hoffmann GmbH, Модель тележки
Herbert Hoffmann GmbH, Модель тележки Калибровочные блоки (также известные как измерительные блоки, датчики Йоханссона, калибры скольжения или шарнирные блоки ) - это система для производства точных длин. Отдельный измерительный блок представляет собой металлический или керамический блок, который был прецизионно отшлифован и притерт до определенной толщины. Калибровочные блоки поставляются в виде наборов блоков различной стандартной длины. При использовании блоки штабелируются для получения желаемой длины (или высоты).
Важной особенностью мерных блоков является то, что они могут быть соединены вместе с очень небольшой неопределенностью размеров. Блоки соединяются посредством процесса скольжения, называемого отжимом, который заставляет их сверхплоские поверхности сцепляться друг с другом. Небольшое количество мерных блоков можно использовать для создания точных длин в широком диапазоне. Используя одновременно 3 блока, взятые из набора из 30 блоков, можно создать любую из 1000 длин от 3.000 до 3.999 мм с шагом 0,001 мм (или от 0,3000 до 0,3999 дюйма с шагом 0,0001 дюйма). Калибровочные блоки были изобретены в 1896 году шведским машинистом Карлом Эдвардом Йоханссоном. Они используются в качестве эталона для калибровки измерительного оборудования, используемого в механических цехах, например, микрометров, синусоидальных стержней, штангенциркулей, и циферблатные индикаторы (при использовании в роли проверки ). Калибровочные блоки являются основным средством стандартизации длины, используемым в промышленности.
 Как калибруемые блоки
Как калибруемые блоки Калибровочный блок - это металлический или керамический блок с двумя противоположными поверхностями, отшлифованными точно, ровно и параллельно, на точном расстоянии друг от друга. Блоки стандартного сорта изготовлены из закаленной стали, тогда как блоки калибровочного класса часто изготавливаются из карбида вольфрама, карбида хрома или керамики, поскольку они тверже и изнашиваются. Меньше. Калибровочные блоки поставляются в виде наборов блоков различной длины вместе с дополнительными изнашиваемыми блоками, что позволяет изготавливать блоки различной стандартной длины путем их штабелирования. Длина каждого блока на самом деле немного короче, чем номинальная длина, нанесенная на нем, потому что штампованная длина включает длину одной пленки отжима, пленки смазки, которая разделяет смежные поверхности блока при нормальном использовании. Толщина пленки для отжима составляет около 25 нанометров (0,98 мкм). Номинальная длина датчика также известна как интерферометрическая длина.
. При использовании блоки извлекаются из набора, очищаются от их защитного покрытия (вазелин или масло) и скручиваются вместе, чтобы сформировать стопка необходимого размера. Измерительные блоки откалиброваны для обеспечения точности при 20 ° C (68 ° F) и должны храниться при этой температуре при проведении измерений. Это смягчает эффекты теплового расширения. Изнашиваемые блоки, изготовленные из более твердого материала, такого как карбид вольфрама, по возможности размещены на каждом конце стопки для защиты мерных блоков от повреждения при использовании.
Машинисты и инструментальщики стараются использовать стек с наименьшим количеством блоков, чтобы избежать накопления ошибок размера. Например, стек на 0,638, состоящий из 2 блоков (блок 0,500, отжатый до блока 0,138), предпочтительнее, чем стек, также в сумме 0,638, который состоит из 4 блоков (например, 0,200, 0,149,.151 и.138 все скручены). Как подробно описано в разделе Сорта, каждый блок имеет допуск по размеру в несколько миллионных долей дюйма, поэтому их штабелирование создает совокупную погрешность. Однако ошибка суммирования даже из нескольких блоков обычно незначительна во всех случаях, кроме самых требовательных. В загруженном магазине некоторые блоки будут использоваться где-то еще, поэтому создается стек из блоков, доступных в данный момент. Обычно разница в несколько миллионных долей дюйма не обнаруживается и не имеет значения в контексте. Контексты, требующие максимальной точности, встречаются реже и требуют дополнительных затрат (например, большего количества наборов блоков и более высоких классов блоков).
 36 скрученных вместе калибровочных блоков Йоханссона легко выдерживают собственный вес.
36 скрученных вместе калибровочных блоков Йоханссона легко выдерживают собственный вес. Отжимание - это процесс сдвигания двух блоков вместе так, чтобы их грани сцепились. Благодаря своей сверхплоской поверхности при отжиме калибровочные блоки плотно прилегают друг к другу. Правильно отжатые блоки могут выдерживать усилие в 300 Н (67 фунтов силы). Хотя точный механизм, вызывающий скручивание, неизвестен, предполагается, что это комбинация:
Считается, что последние два источника являются наиболее значимыми.
Нет никакого магнетизма, хотя для пользователя сцепление блоков немного похоже на слипание слабых магнитов холодильника. Однако, в отличие от магнитов, цепляние длится только тогда, когда блоки полностью соединены - блоки не притягиваются друг к другу через видимый промежуток, как это делали бы магниты.
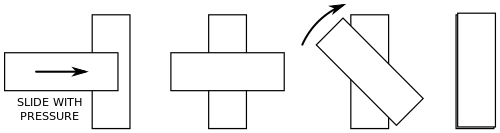
Процесс отжима состоит из четырех этапов:
После использования блоки повторно смазываются маслом или консистентной смазкой для защиты от коррозии. Способность данного мерного блока сжиматься называется отжимаемостью; это официально определяется как «способность двух поверхностей слипаться. плотно прилегают друг к другу при отсутствии внешних средств ». Минимальные условия для отжима - это чистота поверхности 1 микродюйм (0,025 мкм) AA или лучше и плоскостность размером не менее 5 мкдюймов (0,13 мкм).
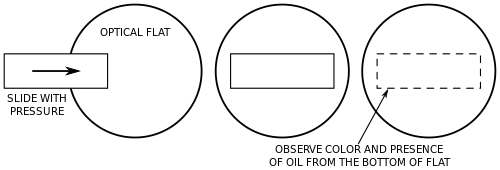
Существует формальный тест для измерения отжимаемости. Во-первых, блок подготавливают для отжима с использованием стандарта -й процесс. Затем блок скользят по кварцевой оптической плоскости эталонного качества 2 дюйма (51 мм) (плоскостность 1 мкдюйм (0,025 мкм)) при умеренном давлении. Затем нижняя часть измерительного блока проверяется (через оптическую плоскость) на наличие масла или цвета. Для марок Federal Grades 0.5, 1 и 2 и классов K, 00 и 0 по ISO не должно быть видно масла или цвета под измерительным блоком. Для классов Federal Grade 3 и ISO 1 и 2 не более 20% поверхности должны иметь масло или цвет. Обратите внимание, что этот тест трудно выполнить с калибровочными блоками тоньше 0,1 дюйма (2,5 мм), потому что они, как правило, не будут плоскими в расслабленном состоянии.
 Набор принадлежностей для измерительного блока
Набор принадлежностей для измерительного блока  Держатель, который поворачивается из стопки мерных блоков в мгновенный заказной штангенциркуль или измеритель «годен / не годен».
Держатель, который поворачивается из стопки мерных блоков в мгновенный заказной штангенциркуль или измеритель «годен / не годен».Изображенные на рисунке аксессуары включают набор держателей и инструментов, которые увеличивают полезность набора измерительных блоков. Они обеспечивают средства надежного зажима больших стопок вместе с контрольными точками, скрайберами и различными формами блоков, которые действуют как губки суппорта, внешние или внутренние. Конические наконечники облегчают измерение межцентрового расстояния между центрами отверстий. Пакет мерных блоков с внешними приспособлениями для суппортов и губок, соединенных вместе, действует как быстро собираемый калибр нестандартного размера с ходом или без него.
Камень калибра используется для удаления зазубрин и заусенцев для сохранения возможности отжима.
Для подготовки калибровочного блока к отжиму используются две подкладки для отжима. Первый - это масляная подушечка, которая наносит легкий слой масла на блок. Вторая - это сухая подушечка, которая удаляет излишки масла с блока после использования масляной подушки.
 Калибровочные блоки (слева на каждом рисунке, под оптической плоскостью ) используется для измерения высоты шарикового подшипника и пробки с помощью интерферометрии. Интерференционные полосы (линии), видимые на поверхности квартир, указывают на ошибку; количество строк указывает количество.
Калибровочные блоки (слева на каждом рисунке, под оптической плоскостью ) используется для измерения высоты шарикового подшипника и пробки с помощью интерферометрии. Интерференционные полосы (линии), видимые на поверхности квартир, указывают на ошибку; количество строк указывает количество. Калибровочные блоки доступны в различных сортах, в зависимости от их предполагаемого использования. Критерий оценки - жесткость допусков по их размерам; таким образом, более высокие сорта делаются с более жесткими допусками и имеют более высокую точность и прецизионность. Различные стандарты классификации включают: JIS B 7506-1997 (Япония) / DIN 861-1980 (Германия), ASME (США), BS 4311: Часть 1: 1993 (Великобритания). Допуски будут изменяться в пределах одного сорта по мере увеличения толщины материала.
Более поздние обозначения марок включают (Федеральная спецификация США GGG-G-15C):
и ANSI / ASME B89. 1.9M, который определяет как абсолютные отклонения от номинальных размеров, так и пределы параллельности в качестве критериев для определения класса. Как правило, оценки эквивалентны предыдущим оценкам Федерального агентства США следующим образом:
Стандарт ANSI / ASME следует аналогичной философии, изложенной в. См. Ссылку NIST ниже для получения более подробной информации о допусках для каждого сорта и размера блока. Также см. Страницу 3 из: Допуски промышленных измерительных блоков (длина относится к калиброванной толщине)
Калибровочные блоки обычно изготавливаются либо из закаленного сплава . стали, керамика или цементированные карбиды (такие как карбид вольфрама или карбид тантала ). Часто твердость карбида составляет 1500 твердость по Виккерсу. Блоки длинной серии изготавливаются из высококачественной стали сечением (35 × 9 мм) с отверстиями для зажима двух планок. Они также доступны из углеродистой стали. Стальные блоки бывают закаленными и отпущенными. твердость важна, потому что она снижает скорость износа датчика во время использования (вот почему другие типы датчиков, такие как штифты, резьбовые пробки и кольца, также закалены.) Нарезка блоков по размеру выполняется с помощью шлифования с последующей притиркой. Обычно никакого покрытия или другого покрытия не требуется. Блоки хранятся в очень слабом масле, хранятся и используются в сухих климатических условиях; стальные мерные блоки без покрытия и без покрытия могут служить десятилетиями без ржавчины.
Набор измерительных блоков, также известный как «Jo Blocks», был разработан шведским изобретателем Карлом Эдвардом Йоханссоном. В 1888 году Йоханссон работал инспектором-оружейником на государственном арсенале стадион Карла Густава Гевэрсфактори (стрелковый завод города Карла Густава) в городе Эскильстуна, Швеция.. Его интересовали дорогостоящие инструменты для измерения деталей для винтовок Remington, которые в то время производились по лицензии на Carl Gustaf. Когда в 1894 году Швеция приняла на вооружение адаптированный вариант карабина Маузера, Йоханссон был очень взволнован возможностью изучить методы измерения Маузера в рамках подготовки к производству по лицензии в Carl Gustaf (которое началось несколько лет спустя). Однако посещение фабрики Mauser в Оберндорфе-на-Неккаре, Германия, оказалось разочарованием. В поезде домой он подумал о проблеме и пришел к идее набора блоков, которые можно было бы объединить, чтобы получить любую меру.
До этого времени уже существовала долгая история увеличения использования измерительных приборов, таких как калибры для опиловки и годные / непроходимые калибры, которые изготавливались индивидуально в инструментальном цехе. для использования в цехе; но никогда не существовало сверхточных мерных блоков, которые можно было бы скрутить для получения разной длины, как теперь предполагал Йоханссон.
Вернувшись домой, Йоханссон переделал швейную машинку своей жены Singer в шлифовальную и притирочную. Эту точную работу он предпочитал выполнять дома, так как шлифовальные станки на оружейном заводе были недостаточно хороши. Его жена Маргарета, помимо работы по дому, очень помогала ему в шлифовании. После того, как Йоханссон продемонстрировал свой набор Карлу Густаву, его работодатель предоставил ему время и ресурсы для развития идеи. Йоханссон получил свой первый шведский патент 2 мая 1901 года, патент SE № 17017, названный «Наборы измерительных блоков для прецизионных измерений». Йоханссон основал шведскую компанию CE Johansson AB (также известную как «CEJ») 16 марта 1917 года.
Йоханссон провел много лет в Америке; за свою жизнь он пересек Атлантику 22 раза. Первый набор калибров CEJ в Америке был продан Генри М. Лиланду в автомобильной компании Cadillac около 1908 года. Первый завод в Америке по производству его наборов калибров был основан в Покипси, Округ Датчесс, штат Нью-Йорк, в 1919 году. Экономическая среда во время рецессии после Первой мировой войны и депрессии 1920–21 гг. сложилась не так хорошо для компании, поэтому в 1923 году он написал письмо Генри Форду из Ford Motor Company, в котором предложил сотрудничество для спасения своей компании. Генри Форд заинтересовался этим и 18 ноября 1923 г. он начал работать на Генри Форда в Дирборне, штат Мичиган. Хауншелл (1984), цитируя Алтина (1948) и различные архивные первоисточники, говорит: «Генри Форд приобрел известную фабрику по производству калибров у шведа К. Е. Йоханссона в 1923 году и вскоре переместил ее в лабораторию в Дирборне. Подразделение Johansson поставило «Jo-блоки» в инструментальный цех Ford и любому производителю, который мог их себе позволить. Это также сделало некоторые из манометров Ford «годными» и «непроходимыми». в производстве, а также в других точных производственных устройствах ».
В начале 20 века размер дюйма в США фактически определялся как 25,4000508 мм (при эталонной температуре 68 градусов по Фаренгейту) и Британский дюйм при 25,399977 мм (при эталонной температуре 62 градуса по Фаренгейту). Когда в 1912 году Йоханссон начал производство мерных блоков дюймовых размеров, Джонансон решил изготовить калибровочные блоки номинальным размером 25,4 мм с эталонной температурой 20 градусов Цельсия, что с точностью до нескольких частей на миллион от обоих официальных определений. Поскольку блоки Йохансона были настолько популярны, его блоки стали де-факто стандартом для производителей по всему миру, а другие производители калибровочных блоков последовали определению Йохансона, производя блоки, эквивалентные его.
В 1930 году Британский институт стандартов принял ровно 25,4 мм в дюйме. Американская ассоциация стандартов последовала этому примеру в 1933 году. К 1935 году промышленность в 16 странах приняла «промышленный дюйм», как он стал называться, эффективно поддерживая прагматичный выбор коэффициента преобразования Йохансоном.
 Со- брендирование логотипов CEJ, Ford и BS.
Со- брендирование логотипов CEJ, Ford и BS. В 1936 году, в возрасте 72 лет, Йоханссон почувствовал, что пора уйти на пенсию и вернуться в Швецию. Он был награжден большой золотой медалью Шведской королевской академии инженерных наук в 1943 году, вскоре после его смерти.
В какой-то момент бренд CE Johansson (или, по крайней мере, его присутствие в США) стал аффилирован с Brown Sharpe, и блоки объединились с CE Johansson и Изготовлены логотипы Brown Sharpe. Блоки с логотипами C.E. Johansson и Ford также иногда используются и сегодня.
Подобно измерительным блокам, это цилиндрические стержни с прецизионной шлифовкой, для использования в качестве пробковых пробок для измерения диаметров отверстий или в качестве частей манометров, работающих / непроходимых или аналогичные приложения.
Поставляются в виде наборов отдельных роликов или шариков, используемых в роликовых или шарикоподшипниках или в производстве инструментов и штампов Приложения. Калибровочные шарики можно использовать для калибровки гониометров угла контакта, станков с ЧПУ и подобного оборудования.