
Войти
 Схема лазерного резака
Схема лазерного резака  Воспроизвести носитель Процесс лазерной резки на листе стали
Воспроизвести носитель Процесс лазерной резки на листе стали 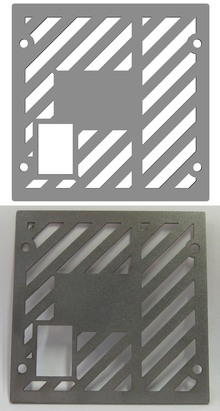 CAD (вверху) и детали из нержавеющей стали, вырезанной лазером (внизу)
CAD (вверху) и детали из нержавеющей стали, вырезанной лазером (внизу) Лазерная резка - это технология, в которой для резки материалов используется лазер. Хотя обычно он используется для промышленного производства, он также начинает использоваться школами, малым бизнесом и любителями. Лазерная резка работает, направляя выход мощного лазера, как правило, через оптику. лазерная оптика и ЧПУ (числовое программное управление) используются для направления материала или генерируемого лазерного луча. Коммерческий лазер для резки материалов использует систему управления движением, чтобы следовать ЧПУ или G-коду шаблона, который будет вырезан на материале. Сфокусированный лазерный луч направляется на материал, который затем плавится, горит, испаряется или уносится струей газа, оставляя кромку с высококачественной обработкой поверхности.
В 1965 году первый серийный станок для лазерной резки был использован для сверления отверстий в алмазе умирает. Эта машина была произведена Западным исследовательским центром электротехники. В 1967 году Великобритания впервые применила кислородно-струйную лазерную резку металлов. В начале 1970-х годов эта технология была запущена в производство для резки титана для аэрокосмической промышленности. В то же время CO. 2-лазеры были адаптированы для резки неметаллов, таких как текстиль, потому что в то время CO. 2-лазеры были недостаточно мощными, чтобы преодолеть теплопроводность металлов.
 Промышленная лазерная резка стали с инструкциями по резке, запрограммированными через интерфейс ЧПУ
Промышленная лазерная резка стали с инструкциями по резке, запрограммированными через интерфейс ЧПУ Генерация луча лазера включает стимулирование лазерного излучения электрическими разрядами или лампами в закрытом контейнере. По мере того, как генерирующий материал стимулируется, луч отражается внутрь посредством частичного зеркала, пока не наберет достаточную энергию для выхода в виде потока монохроматического когерентного света. Зеркала или волоконная оптика обычно используются для направления когерентного света на линзу, которая фокусирует свет в рабочей зоне. Самая узкая часть сфокусированного луча обычно имеет диаметр менее 0,0125 дюйма (0,32 мм). В зависимости от толщины материала возможна ширина пропила до 0,004 дюйма (0,10 мм). Чтобы можно было начинать резку не с кромки, а с другого края, перед каждым резом делается прожиг. Пирсинг обычно включает в себя мощный импульсный лазерный луч, который медленно проделывает отверстие в материале, например, для нержавеющей стали толщиной 0,5 дюйма (13 мм) толщиной 0,5–15 секунд.
Параллельные лучи когерентного света от лазерного источника часто попадают в диапазон между 0,06–0,08 дюйма (1,5–2,0 мм) в диаметре. Этот луч обычно фокусируется и усиливается линзой или зеркалом в очень маленькое пятно размером около 0,001 дюйма (0,025 мм) для создания очень интенсивного лазерного луча. Чтобы добиться максимально гладкой поверхности при контурной резке, направление поляризации луча должно быть изменено, поскольку он проходит по периферии контурной заготовки. При резке листового металла фокусное расстояние обычно составляет 1,5–3 дюйма (38–76 мм).
Преимущества лазерной резки перед механической резкой включают более простое удержание заготовки и меньшее загрязнение заготовки (поскольку отсутствует режущая кромка, которая могла бы загрязнить материал или загрязнить материал). Точность может быть лучше, поскольку лазерный луч не изнашивается во время процесса. Также снижается вероятность деформации разрезаемого материала, поскольку лазерные системы имеют небольшую зону термического влияния. Некоторые материалы также очень трудно или невозможно разрезать более традиционными способами.
Лазерная резка металлов имеет преимущества перед плазменной резкой в том, что она более точна и потребляет меньше энергии при резке листового металла; однако большинство промышленных лазеров не могут прорезать металл большей толщины, чем плазма. Новые лазерные станки, работающие на более высокой мощности (6000 Вт по сравнению с ранними станками для лазерной резки мощностью 1500 Вт), приближаются к плазменным станкам по способности резать толстые материалы, но капитальные затраты на такие станки намного выше, чем у плазменных станки для резки толстых материалов, например, стального листа.
 Станок для волоконной лазерной резки HACO со встроенной системой загрузки и разгрузки.
Станок для волоконной лазерной резки HACO со встроенной системой загрузки и разгрузки.  Лазерный резак на CO мощностью 4000 Вт. 2
Лазерный резак на CO мощностью 4000 Вт. 2 Для лазерной резки используются три основных типа лазеров. Лазер CO. 2 подходит для резки, расточки и гравировки. Лазеры на неодиме (Nd) и неодиме на иттрий-алюминиевом гранате (Nd: YAG ) идентичны по стилю и отличаются только применением. Nd используется для растачивания и там, где требуется высокая энергия, но мало повторений. Nd: YAG-лазер используется там, где требуется очень большая мощность, а также для расточки и гравировки. И CO. 2, и лазеры Nd / Nd: YAG могут использоваться для сварки..
CO. 2 лазеры обычно «накачиваются» путем пропускания тока через газовую смесь (возбуждение постоянным током) или использования энергии радиочастоты ( ВЧ-возбуждены). RF-метод новее и стал более популярным. Поскольку конструкции постоянного тока требуют наличия электродов внутри полости, они могут столкнуться с эрозией электрода и осаждением электродного материала на стеклянной посуде и оптике. Поскольку ВЧ-резонаторы имеют внешние электроды, они не подвержены этим проблемам. Лазеры CO. 2 используются для промышленной резки многих материалов, включая титан, нержавеющую сталь, низкоуглеродистую сталь, алюминий, пластик, дерево, конструкционную древесину, воск, ткани и бумагу. YAG-лазеры в основном используются для резки и скрайбирования металлов и керамики.
Помимо источника питания, тип потока газа также может влиять на производительность. Общие варианты лазеров CO. 2 включают быстрый осевой поток, медленный осевой поток, поперечный поток и пластину. В резонаторе с быстрым осевым потоком смесь диоксида углерода, гелия и азота циркулирует с высокой скоростью с помощью турбины или воздуходувки. Лазеры с поперечным потоком циркулируют газовую смесь с меньшей скоростью, поэтому требуется более простой вентилятор. Резонаторы с пластинчатым или диффузионным охлаждением имеют статическое газовое поле, которое не требует повышения давления или стеклянной посуды, что позволяет сэкономить на замене турбин и стеклянной посуды.
Лазерный генератор и внешняя оптика (включая линзу фокусировки) требуют охлаждения. В зависимости от размера и конфигурации системы отработанное тепло может передаваться хладагентом или непосредственно воздуху. Вода - обычно используемый хладагент, обычно циркулирующий через чиллер или систему теплопередачи.
Лазерная микроструя - это управляемый водяной струей лазер, в котором импульсный лазерный луч вводится в водную струю низкого давления. Он используется для выполнения функций лазерной резки при использовании водяной струи для направления лазерного луча, подобно оптическому волокну, через полное внутреннее отражение. Преимущество этого в том, что вода также удаляет мусор и охлаждает материал. Дополнительными преимуществами по сравнению с традиционной «сухой» лазерной резкой являются высокая скорость нарезки кубиками, параллельный пропил и резка во всех направлениях.
Волоконные лазеры - это тип твердотельного лазера, который быстро растет в сфере резки металла. промышленность. В отличие от CO. 2, в волоконной технологии используется твердая усиливающая среда, а не газ или жидкость. «Затравочный лазер» излучает лазерный луч, который затем усиливается в стекловолокне. Волоконные лазеры с длиной волны всего 1,064 нм производят пятно чрезвычайно малого размера (до 100 раз меньше по сравнению с CO. 2), что делает его идеальным для резки отражающих металлических материалов. Это одно из основных преимуществ Fiber по сравнению с CO. 2.
. Преимущества волоконного лазерного резака включают: -
Существует множество различных методов резки с использованием лазера, причем разные типы используются для резки разных материалов. Некоторые из методов - это испарение, плавление и продувка, продувка и сжигание расплава, растрескивание под действием термического напряжения, скрайбирование, холодная резка и лазерная резка, стабилизированная горением.
При резке испарением сфокусированный луч нагревает поверхность материала до точки кипения и образует замочную скважину. Замочная скважина приводит к внезапному увеличению поглощающей способности, быстро углубляя отверстие. По мере того, как отверстие углубляется и материал закипает, образующийся пар разрушает расплавленные стенки, выдувая выбросы и еще больше увеличивая отверстие. Этим методом обычно режут неплавящиеся материалы, такие как дерево, углерод и термореактивные пластмассы.
При резке расплавом и раздувом или плавлением используется газ под высоким давлением для выдувания расплавленного материала из зоны резания, что значительно снижает потребляемую мощность. Сначала материал нагревается до точки плавления, затем струя газа выдувает расплавленный материал из пропила, избегая необходимости дальнейшего повышения температуры материала. Материалы, вырезанные с помощью этого процесса, обычно являются металлами.
Хрупкие материалы особенно чувствительны к термическому разрушению, особенности, используемой при растрескивании под действием термического напряжения. Луч фокусируется на поверхности, вызывая локальный нагрев и тепловое расширение. В результате образуется трещина, по которой можно перемещать луч. Трещина может перемещаться со скоростью м / с. Обычно используется при резке стекла.
Отделение микроэлектронных микросхем, подготовленных при производстве полупроводниковых устройств, от кремниевых пластин может выполняться с помощью так называемого процесса скрытной резки, который работает с импульсным Nd: YAG-лазером, длина волны которого (1064 нм) хорошо адаптирована к электронной запрещенной зоне кремний (1,11 эВ или 1117 нм).
Также называется «газовая резка со стабилизированным горением», «газовая резка». Реактивная резка похожа на резку кислородной горелкой, но с лазерным лучом в качестве источника зажигания. В основном используется для резки углеродистой стали толщиной более 1 мм. Этот процесс можно использовать для резки очень толстых стальных листов с относительно небольшой мощностью лазера.
Лазерные резаки имеют точность позиционирования 10 микрометров и повторяемость 5 микрометров.
Стандартная шероховатость Rz увеличивается с толщиной листа, но уменьшается с увеличением мощности лазера и скорости резки. При резке низкоуглеродистой стали мощностью лазера 800 Вт стандартная шероховатость Rz составляет 10 мкм для листа толщиной 1 мм, 20 мкм для 3 мм и 25 мкм для 6 мм.

Где: 


Этот процесс может выдерживать довольно близкие допуски, часто с точностью до 0,001 дюйм (0,025 мм). Геометрия деталей и механическая прочность машины во многом зависят от допусков. Типичная обработка поверхности в результате лазерной резки может составлять от 125 до 250 микродюймов (от 0,003 мм до 0,006 мм).
 Лазер с летающей оптикой с двумя поддонами
Лазер с летающей оптикой с двумя поддонами  Лазерная головка с летающей оптикой
Лазерная головка с летающей оптикой Как правило, промышленные станки для лазерной резки бывают трех различных конфигураций: движущийся материал, гибридные системы и системы летающей оптики. Они относятся к способу перемещения лазерного луча по разрезаемому или обрабатываемому материалу. Для всего этого оси движения обычно обозначаются X и Y axis. Если режущей головкой можно управлять, она обозначается как ось Z.
Лазеры на движущемся материале имеют неподвижную режущую головку и перемещают материал под ней. Этот метод обеспечивает постоянное расстояние от лазерного генератора до заготовки и единую точку, из которой удаляются отходы резки. Он требует меньше оптики, но требует перемещения заготовки. Этот тип устройства обычно имеет наименьшее количество оптики доставки луча, но также имеет тенденцию быть самым медленным.
Гибридные лазеры представляют собой стол, который перемещается по одной оси (обычно по оси X) и перемещает головку по более короткой оси (Y). Это приводит к более постоянной длине пути доставки луча, чем у летающей оптики, и может позволить более простую систему доставки луча. Это может привести к снижению потерь мощности в системе доставки и большей мощности на ватт, чем у аппаратов с летающей оптикой.
Лазеры с летающей оптикой имеют неподвижный стол и режущую головку (с лазерным лучом), которая перемещается по заготовке в обоих горизонтальных размерах. Фрезы с летающей оптикой удерживают заготовку в неподвижном состоянии во время обработки и часто не требуют зажима материала. Подвижная масса постоянна, поэтому на динамику не влияет изменение размера заготовки. Станки с летающей оптикой - самый быстрый тип, что дает преимущество при резке более тонких деталей.
Машины с летающей оптикой должны использовать какой-то метод, чтобы учесть изменение длины луча от резки ближнего поля (близкого к резонатору) до резки дальнего поля ( подальше от резонатора) резка. Общие методы управления этим включают коллимацию, адаптивную оптику или использование оси постоянной длины луча.
Пяти- и шестиосевые станки также позволяют резать формованные заготовки. Кроме того, существуют различные методы ориентирования лазерного луча на заготовку определенной формы, поддержания надлежащего фокусного расстояния и зазора сопла и т. Д.
Импульсные лазеры, которые обеспечивают мощную вспышку. энергии в течение короткого периода очень эффективны в некоторых процессах лазерной резки, особенно при прошивке, или когда требуются очень маленькие отверстия или очень низкие скорости резки, поскольку при использовании постоянного лазерного луча тепло может достигнуть точки плавления отрезанный кусок целиком.
Большинство промышленных лазеров имеют возможность импульсного или режущего CW (непрерывного сигнала) под управлением программы NC (числовое управление ).
Двойные импульсные лазеры используют серию пар импульсов для улучшения скорости съема материала и качества отверстий. По сути, первый импульс удаляет материал с поверхности, а второй предотвращает прилипание выброса к стороне отверстия или разреза.
Основным недостатком лазерной резки является высокая потребляемая мощность. КПД промышленного лазера может составлять от 5% до 45%. Потребляемая мощность и эффективность любого конкретного лазера будут варьироваться в зависимости от выходной мощности и рабочих параметров. Это будет зависеть от типа лазера и от того, насколько хорошо лазер подходит для выполняемой работы. Количество требуемой мощности лазерной резки, известной как подвод тепла, для конкретной работы, зависит от типа материала, толщины, используемого процесса (реактивный / инертный) и желаемой скорости резки.
| Материал | Толщина материала | ||||
|---|---|---|---|---|---|
| 0,51 мм | 1,0 мм | 2,0 мм | 3,2 мм | 6,4 мм | |
| Нержавеющая сталь | 1000 | 1000 | 1000 | 1500 | 2500 |
| Алюминий | 1000 | 1000 | 1000 | 3800 | 10000 |
| Углеродистая сталь | − | 400 | − | 500 | − |
| Титан | 250 | 210 | 210 | − | - |
| Фанера | − | - | − | - | 650 |
| Бор / эпоксидная смола | − | - | − | 3000 | − |
Максимальная скорость резки (производительность) ограничена рядом факторов, включая мощность лазера, толщину материала, тип процесса (реактивный или инертный) и свойств материала. Общепромышленные системы (≥1 кВт) будут резать углеродистую сталь толщиной от 0,51 до 13 мм. Для многих целей лазер может работать до 30 раз быстрее, чем стандартное пиление.
| Материал заготовки | Толщина материала | |||||
|---|---|---|---|---|---|---|
| 0,51 мм | 1,0 мм | 2,0 мм | 3,2 мм | 6,4 мм | 13 мм | |
| Нержавеющая сталь | 42,3 | 23,28 | 13,76 | 7,83 | 3,4 | 0,76 |
| Алюминий | 33,87 | 14,82 | 6,35 | 4,23 | 1,69 | 1,27 |
| Низкоуглеродистая сталь | − | 8,89 | 7,83 | 6,35 | 4,23 | 2,1 |
| Титан | 12,7 | 12,7 | 4,23 | 3,4 | 2,5 | 1,7 |
| Фанера | − | - | − | - | 7,62 | 1,9 |
| Бор / эпоксидная смола | − | - | − | 2,5 | 2.5 | 1.1 |
| На Викискладе есть материалы, связанные с лазерной резкой. |
Итальянская компания, специализирующаяся на лазерной резке
| На Викискладе есть материалы, связанные с лазерной резкой. |
лазерной резкой и услугами печати