
Войти
 Электроэрозионная обработка
Электроэрозионная обработка Электроэрозионная обработка (EDM ), также известная как искровая обработка, искровая эрозия, штамповка, прожигание проволоки или эрозия проволоки - это процесс изготовления металла благодаря чему желаемая форма достигается за счет использования электрических разрядов (искр). Материал удаляется с обрабатываемой детали серией быстро повторяющихся токовых разрядов между двумя электродами, разделенными диэлектрической жидкостью и подверженными электрическому напряжению. Один из электродов называется инструментом-электродом или просто инструментом или электродом, а другой - электродом-заготовкой или заготовкой. Процесс зависит от инструмента и заготовки, которые не контактируют физически.
Когда напряжение между двумя электродами увеличивается, напряженность электрического поля в объеме между электродами становится больше, вызывая диэлектрический пробой жидкости., и производит электрическую дугу. В результате с электродов снимается материал. Как только ток прекращается (или прекращается, в зависимости от типа генератора), новый жидкий диэлектрик перемещается в межэлектродный объем, позволяя восстанавливать изоляционные свойства диэлектрика.. Добавление нового жидкого диэлектрика в межэлектродный объем обычно называют промывкой. После протекания напряжения напряжение между электродами восстанавливается до значений, которое было до пробоя, так что может произойти новый пробой пробой диэлектрика, чтобы повторить цикл.
Эрозионный эффект электрических разрядов впервые был отмечен в 1770 году английским физиком Джозефом Пристли.
Двумя русскими учеными, Б.Р. Лазаренко и Н.И. Лазаренко, В 1943 г. им было поручено способы предотвращения эрозии вольфрамовых электрических контактов из-за искрения. Они не справились с этой задачей, но обнаружились, что эрозию можно было более точно контролировать, если электроды электроды были более точно контролируются в диэлектрической жидкости. Это средство для обработки труднообрабатываемых материалов, таких как вольфрам. Машина Лазаренко известна как машина RC-типа по названию цепи резистора-конденсатора (RC-цепи), используемой для зарядки электродов.
Одновременно, но независимо, американская команда Гарольда Старк, Виктор Хардинг и Джек Бивер разработал электроэрозионный станок для удаления сломанных сверл и метчиков с алюминиевых отливок. Изначально создавая свои станки из маломощных инструментов для электрического травления, они не имели большого успеха. Но более мощные искровые агрегаты в сочетании с автоматическим повторением искры и заменой жидкости с электромагнитным препятствием прерывателя создали практичные машины. Машины Старка, Хардинга и Бивера могли требовать 60 искр в секунду. В более поздних машинах, основанных на их конструкции, использовались схемы вакуумных трубок, которые были способны выдавать тысячи искр в секунду, что значительно увеличило скорость резки.
Станки с проволочной резкой возникли в 1960-х годах для изготовления инструментов (штампов ) из закаленной стали. Электрод-инструмент в проволочном EDM - это просто проволока. Чтобы избежать эрозии проволоки, вызывающая ее разрыв, наматывается между двумя катушками, так что активная часть проволоки постоянно меняется. Первые станки с числовым программным управлением (NC) были преобразованием вертикальных фрезерных станков с перфолентой. Первый коммерчески доступный станок с ЧПУ, построенный как электроэрозионный станок с проволочной резкой, был изготовлен в СССР в 1967 году. Станки, которые могли оптически следовать линиям на эталонном станке, были разработаны российской группой в 1960-х годах в компании Andrew Engineering Company для фрезерных и шлифовальных станков.. Генеральные чертежи были позже созданы плоттерами с числовым программным управлением (ЧПУ) для большей точности. Электроэрозионный станок с проволочной резкой, использующий чертежный плоттер с ЧПУ и оптического следящего устройства, был выпущен в 1974 году. Позже Дулебон использовал ту же программу с ЧПУ для плоттера для непосредственного управления электроэрозионным станком, а первый электроэрозионный станок с ЧПУ был выпущен в 1976 году.
Возможности и возможности использования коммерческих проволочных электроэрозионных станков за последнее десятилетие расширились. Скорость подачи увеличилась, и качество поверхности можно точно контролировать.
 1Генератор импульсов (постоянный ток). 2 Заготовка. 3 Крепление. 4 диэлектрическая жидкость. 5 Насос. 6 Фильтр. 7 Держатель инструмента. 8 Искра. 9 Инструмент.
1Генератор импульсов (постоянный ток). 2 Заготовка. 3 Крепление. 4 диэлектрическая жидкость. 5 Насос. 6 Фильтр. 7 Держатель инструмента. 8 Искра. 9 Инструмент. Электроэрозионная обработка - метод обработки, в основном используется для твердых металлов или тех, которые трудно обрабатывать традиционными методами. EDM обычно работает с материалами, которые являются электропроводными, хотя были также предложены методы использования EDM для обработки изоляционной керамики. EDM позволяет вырезать сложные контуры или полости в конструкции закаленной стали стали без необходимости термообработки для их размягчения и повторного упрочнения. Этот метод можно использовать с любым другим металлом или металлическим сплавом, таким как титан, хастеллой, ковар и инконель. Также сообщалось о применении процесса для формования инструментов из поликристаллического алмаза .
EDM часто включается в «нетрадиционную» или «нетрадиционную» группу обработки методы вместе с такими процессами, как электрохимическая обработка (ECM), гидроабразивная резка (WJ, AWJ), лазерная резка и противоположны «традиционной группе (токарная обработка, фрезерование, шлифование, сверление и любой другой процесс, механизм удаления материала которого в основном основан на механических силах).
В идеале EDM можно рассматривать как серию пробоев и восстановление жидкого диэлектрика между электродами. Однако следует проявлять осторожность при рассмотрении такого утверждения, поскольку это идеальная модель процесса, введенная для описания фундаментальных идей, лежащих в основе процесса. Тем не менее, любое практическое применение включает в себя конструкцию, которая, возможно, включает в себя это устройство. Например, удаление мусора из межэлектродного объема всегда будет частичным. Таким образом, электрические диэлектрика в межэлектродном объеме могут отличаться от их номинальных значений и меняться со временем. Межродное расстояние, часто называемое искровым разрядником, является конечным результатом алгоритма управления используемой машиной. Логично, что контроль такого расстояния является центральным в этом процессе. Кроме того, не весь ток между диэлектриками относится к идеальному типу, описанному выше: искровой разрядник может быть закорочен из-за мусора. Система управления электродом может не реагировать достаточно быстро, чтобы предотвратить соприкосновение двух электродов (инструмента и заготовки) с последующим коротким замыканием. Это нежелательно, потому что короткое замыкание вызывает удалению материала иначе, чем в идеальном случае. Промывка может быть недостаточной для восстановления изолирующих свойств диэлектрика, так что ток всегда возникает в точке межэлектродного объема (это называется дуговым разрядом) с последующим нежелательным изменением формы (повреждением) диэлектрика. инструмент-электрод и заготовка. Задайте этот процесс подходящим образом для конкретной цели - вот что делает область EDM таким богатым полем для дальнейших исследований и исследований.
Для достижения определенной геометрии инструмент EDM направляется по желаемому пути очень близко к работе; в идеале он не должен касаться заготовки, хотя на самом деле это может произойти из характеристик используемого управления движением. Таким образом происходит большое количество разрядов тока (в просторечии также называемых искрами), каждый из которых способствует удалению материала как инструмента, так и с заготовки, где образуются небольшие кратеры. Размер кратеров зависит от технологических параметров, индивидуальных характеристик работы. Они могут быть с типичными размерами от наномасштаба (в рабочем состоянии) до нескольких сотен микрометров в условиях черновой обработки.
Наличие этих небольших кратеров на инструменте свидетельства о проверенной эрозии электрода. Эта эрозия инструмента-электрода также называется износом. Необходимы стратегии, чтобы противодействовать пагубному сопротивлению износа на геометрию заготовки. Одна из возможностей заключается в постоянной замене электрода инструмента во время операции механической обработки. Вот что происходит, если в качестве электрода используется постоянно заменяемая проволока. В этом случае соответствующий процесс EDM также называется проволочной EDM. Инструмент-электрод также можно использовать таким образом, чтобы небольшая часть его фактически участвовала в процессе обработки, и эта часть регулярно менялась. Так обстоит дело, например, при использовании вращающегося диска в качестве инструмента-электрода. Соответствующий процесс часто также называют шлифованием EDM.
Другая стратегия заключается в использовании набора электродов разных размеров и форм во время одной и той же операции EDM. В одном направлении, обычно в вертикальном направлении оси Z, обычно в вертикальном направлении по оси Z) используется электродвигатель в отрицательном направлении желаемой формы и продвигается к заготовке в одном направлении. Это похоже на погружение инструмента в диэлектрическую жидкость, в которую погружается деталь, поэтому его часто называют электроэрозионным электроэрозионным методом с утоплением (также называемым обычным электроэрозионным электроэрозионным электродвигателем или электроэрозионным станком с плашкой). Соответствующие станки часто называют грузилом EDM. Обычно электроды этого типа имеют довольно сложную форму. Обычно используется термин EDM-фрезерование, когда окончательная геометрия достигается с использованием обычного электрода, который перемещается в нескольких направлениях и, возможно, подвержен вращению.
В любом случае степень износа строго зависит от используемых в эксплуатации технологических параметров (например: полярность, максимальный ток, напряжение холостого хода). Например, в микро-EDM, также известные как μ-EDM, эти параметры обычно устанавливаются на значения, которые вызывают серьезный износ. Поэтому экспорт является серьезной проблемой в этой области.
Решается проблема износа графитовых электродов. В одном из подходов цифровой генератор, управляемый за миллисекунды, меняет полярность на обратную по мере того, как происходит электроэрозия. Это дает эффект, аналогичный гальванике, при котором эродированный графит постоянно откладывается на электроде. Другим методом так называемая схема «нулевого износа» снижает частоту возникновения и прекращения разряда, поддерживая его как можно дольше.
Возникли трудности при проблемах технологических параметров, управляющих процессов.
На цепях продаж электроэрозионных станков используются две широкие категории генераторов, также известные как источники питания: группа на основе RC-цепей и группа на основе транзистора <169.>контролируемые импульсы.
При настройке активна ток и частота. В RC-цепях, однако, ожидается небольшой контроль над продолжительностью разряда, которая, вероятно, будет зависеть от фактических условий искрового промежутка (размера и загрязнения) в момент разряда. Кроме того, напряжение холостого хода (то есть напряжение между электродами, диэлектрик еще не пробит) можно идентифицировать как напряжение установившегося состояния RC-цепи.
В генераторах, основанных на транзисторном управлении, пользователь обычно может подавать серию импульсов напряжения на электроды. Каждый импульс можно контролировать по форме, например, квазипрямоугольной. В частности, можно установить время между двумя импульсами и продолжительность импульсса. Амплитуда импульса составляет напряжение холостого хода. Таким образом, длительность разряда равна длительности максимального напряжения в цуге. В этом случае ожидается, что два импульса тока не появятся в течение продолжительности равной или большей, чем интервал времени между двумя последовательными импульсами напряжения.
Также можно контролировать максимальный ток во время разряда, который выдает генератор. Установлены другие производители машин, установочные машины, параметры, которые будут зависеть от производителя генератора. Подробная информация о генераторах и системах управления на их машинах не всегда легко доступна пользователю. Это препятствие для однозначного описания технологических параметров процесса электроэрозионной обработки. Кроме того, параметры, влияющие на явления, происходящие между инструментом и электродом, связаны с контроллером движения электродов.
Основа для определения и измерения электрических параметров во время непосредственно EDM в межэлектродном объеме с помощью осциллографа внешнего по отношению к машине, была недавно предложена Ferri et al. Эти авторы свои исследования в области μ-EDM, но тот же подход может быть использован в любой операции EDM. Это позволит пользователю электрические электрические параметры, которые влияют на его работу, не полагаясь на заявления производителя оборудования. При обработке разных материалов в одних и тех же условиях настройки фактические электрические параметры процесса значительно различаются.
Первая серьезная попытка предоставить физическое объяснение удаления материала во время электроэрозионная обработка, возможно, принадлежит Ван Дейку. Ван Дейк представил тепловую модель вместе с компьютерным моделированием для объяснения явлений между электродами во время электроэрозионной обработки. Однако, как сам Ван Дейк признал в своем исследовании, количество предположений, сделанных для преодоления недостатка экспериментальных данных в то время, было весьма значительным.
В конце восьмидесятых и начале девяностых годов были разработаны дополнительные модели теплопередачи при электроэрозионной обработке, включая исследования в Техасском университете AM при поддержке ЭЙЖИ, теперь Агиешармиль. Это привело к появлению трех научных статей: первая представляет тепловую модель удаления материала на катоде, вторая представляет тепловую модель эрозии, происходящую на аноде, а третья представляет модель, описывающую плазменный канал, образующийся во время прохождения разряда. ток через диэлектрическую жидкость. Проверка этих моделей подтверждается экспериментальными данными, предоставленными AGIE.
Эти модели наиболее авторитетно подтверждают утверждение о том, что электроэрозионный электродвигатель представляет собой термический процесс, при котором материал удаляется с двух электродов из-за плавления или испарения, а также динамика давления, устанавливаемая в искровом промежутке за счет схлопывания плазменный канал. Однако при малых энергиях разряда модели неадекватны для объяснения экспериментальных данных. Все эти модели основаны на ряде предположений из таких разрозненных областей исследований, как взрывы подводных лодок, разряды в газах и отказ трансформаторов, поэтому неудивительно, что в последнее время в литературе были предложены альтернативные модели, пытающиеся объяснить процесс EDM.
Среди них модель Сингха и Гоша воссоединяет удаление материала с электрода с наличием электрической силы на поверхности электрода, которая может механически удалить материал и создать кратеры. Это было бы возможно, потому что материал на поверхности изменил механические свойства из-за повышения температуры, вызванного прохождением электрического тока. Моделирование авторов показало, как они могут объяснить EDM лучше, чем тепловая модель (плавление или испарение), особенно для малых энергий разряда, которые обычно используются в μ-EDM и при чистовых операциях.
Учитывая множество доступных моделей, кажется, что механизм удаления материала в EDM еще недостаточно изучен, и необходимы дальнейшие исследования для его уточнения, особенно с учетом отсутствия экспериментальных научных данных для построения и подтверждения нынешних EDM модели. Это объясняет возросшие в настоящее время усилия по исследованию соответствующих экспериментальных методов.
В этом заключении во время операций механической обработки достигаются следующие основные факторы:
.
 Play media Sinker EDM позволил быстро произвести 614 форсунок одинаковой формы. для ракетного двигателя J-2, шесть из которых требовалось для каждого полета на Луну.
Play media Sinker EDM позволил быстро произвести 614 форсунок одинаковой формы. для ракетного двигателя J-2, шесть из которых требовалось для каждого полета на Луну. ЭДМ с грузилом, также называемый таранным ЭДМ, ЭДМ резонаторного типа или объемный ЭДМ, состоит из электрода и заготовки погруженный в изолирующую жидкость, такую как, чаще всего, масло или, реже, другие диэлектрические жидкости. Электрод и заготовка подключены к подходящему источнику питания. Источник питания создает электрический потенциал между двумя частями. Когда электрод приближается к заготовке, в жидкости происходит пробой диэлектрика, образуя плазменный канал и небольшой скачок искры.
Эти искры обычно возникают по одной, потому что очень маловероятно, чтобы разные места в межэлектродном пространстве имели идентичные местные электрические характеристики, которые позволили бы искре возникать одновременно во всех таких местах. Эти искры возникают в огромных количествах в кажущихся случайными местах между электродом и заготовкой. По мере эрозии основного металла и последующего увеличения искрового промежутка машина автоматически опускает электрод, чтобы процесс мог продолжаться непрерывно. Несколько сотен тысяч искр возникают в секунду, а фактическийрабочий цикл контрол контролируется настройкой. Эти циклы управления иногда называют «время включения» и «время выключения», которое более формально в литературе.
Настройка времени включения длительной продолжительности или продолжительности искры. Следовательно, более длительное время приводит к более глубокому углублению от каждой искры, создавая более шероховатую поверхность на заготовке. Обратное верно для более коротких по времени. Время выключения - это период времени между искрами. Хотя это не влияет напрямую на обработку деталей, время простоя позволяет промывать диэлектрическую жидкость через сопло для очистки эродированного мусора. Недостаточное удаление мусора может привести к повторным ударам в том же месте, что может привести к короткому замыканию. Современные контроллеры отслеживают характеристики микросекунды для компенсации. Типичная геометрия детали представляет собой сложную трехмерную форму, часто с небольшими углами или углами необычной формы. Используются вертикальные, орбитальные, обращенные, спиральные, конические, вращательные, вращательные и индексирующие циклы обработки.
 Электроэрозионный станок с ЧПУ
Электроэрозионный станок с ЧПУ 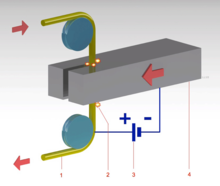 1Проволока. 2 Электроразрядная эрозия (электрическая дуга). 3 Электрический потенциал. 4 Заготовка.
1Проволока. 2 Электроразрядная эрозия (электрическая дуга). 3 Электрический потенциал. 4 Заготовка. . При электроэрозионной обработке проволокой (WEDM), также известной как электроэрозионная обработка проволокой и проволочная резка, используется тонкая одножильная металлическая проволока, обычно латунь. подается через заготовку, погруженную в резервуар с диэлектрической жидкостью, обычно деионизированной водой. Электроэрозионный электроэрозионный станок обычно используется для резки листов толщиной до 300 мм и для изготовления штампов, инструментов и штампов из твердых металлов, которые трудно обрабатывать другими методами. Проволока, которая постоянно подается с катушки, удерживается между верхней и нижней алмазными направляющими, которые центрируются в головке водяного сопла. Charmilles Robofill 300 использует твердосплавные направляющие. Направляющие, обычно управляемые ЧПУ, перемещаются в плоскости x - y. На большинстве станков верхняя направляющая может также независимо двигаться по оси z - u - v, что дает возможность вырезать конические и переходные формы (например, круг внизу, квадрат вверху). Верхняя направляющая может управлять перемещениями осей в стандарте GCode, x - y - u - v - i - j - k - l–. Это позволяет программировать электроэрозионный станок с проволочной резкой для резки очень сложных и деликатных форм. Верхняя и нижняя алмазные направляющие обычно имеют точность до 0,004 мм (0,16 мил) и могут иметь траекторию резания или пропил от 0,021 мм (0,83 мил) при использовании проволоки Ø 0,02 мм (0,79 мил), хотя средний пропил обеспечивает лучшую экономическую стоимость, а время обработки составляет 0,335 мм (13,2 мил) при использовании латунной проволоки диаметром 0,25 мм (9,8 мил). Причина того, что ширина реза больше ширины проволоки, заключается в том, что возникает искра от сторонних проволоки к заготовке, вызывая эрозию. Этот «перерез» необходим для многих приложений он достаточно предсказуем и поэтому может быть компенсирован (например, в микро-EDM это не часто). Катушки с проволокой длинной - 8-килограммовая катушка с проволокой диаметром 0,25 мм длиной чуть более 19 километров. Диаметр проволоки может составлять всего 20 мкм (0,79 мил), а точность геометрии находится недалеко от ± 1 мкм (0,039 мил). В процессе резки проволокой в диэлектрической жидкости используется вода, контролирующая ее удельное сопротивление и другие электрические свойства с помощью фильтров и ПИД-регуляторов деионизаторов. Вода смывает обрезанный мусор из зоны резания. Промывка является важным фактором при определении максимальной скорости подачи для данной толщины материала. Наряду с более жесткими допусками многоосные электроэрозионные инструменты имеют дополнительные функции, такие как несколько головок для одновременной резки двух деталей, средства управления для предотвращения обрыва проволоки, функции автоматического нарезания резьбы в случае обрыва проволоки и программируемые стратегии обработки. для оптимизации работы. Электроэрозионный электроэрозионный станок обычно используется, когда требуются низкие остаточные напряжения, поскольку для снятия материала не требуются высокие силы резания. Если энергия / мощность в импульсе относительно низка (как при чистых операциях), требуется небольшое изменение механических свойств материала из-за этих низких остаточных напряжений, хотя материал, который не снят с напряжений, может быть деформирован при обработке. процесс. Заготовка может подвергнуться значительному термическому циклу, тяжесть которого зависит от используемых технологических параметров. Такие термические циклы могут вызвать образование повторно отлитого слоя на детали и остаточные растягивающие напряжение на заготовке. Если обработка происходит после термообработки, на точность размеров не повлияет деформация термообработки.
EDM для быстрого сверления отверстий разработан для быстрого, точного, малого и глубокие ямы. Она представляет собой вращающуюся трубку, транспортирующую струю диэлектрической жидкости под давлением. Он может сделать отверстие глубиной примерно за минуту и является хорошим способом обработки отверстий в материалах, слишком твердым для обработки спиральным сверлом. Этот тип сверления EDM широко используется в аэрокосмической промышленности для создания охлаждающих отверстий в аэродинамических лопастях и других компонентах. Он также используется для сверления отверстий в лопатках промышленных газовых турбин, в пресс-форме и штампах, а также в подшипниках.
Процесс электроэрозионной обработки наиболее широко используется в отраслях производства пресс-форм, инструментов и штампов, но становится все более популярным. распространенный метод прототипов и производственных деталей, особенно в аэрокосмической, автомобильной и электронной промышленности, где объемы производства относительно низкие. В электроэрозионной обработке с грузилом электрод графит, медно-вольфрамовый или чистый медный обрабатывается с приданием требуемой (отрицательной) формы и подается в заготовку на конце вертикального плунжера.
 Мастер вверху, заготовка штампа для значка, внизу масляные форсунки слева (масло слито). Первоначальное плоское тиснение будет "штамповано", см. утопление (металлообработка), чтобы получить искривленную поверхность.
Мастер вверху, заготовка штампа для значка, внизу масляные форсунки слева (масло слито). Первоначальное плоское тиснение будет "штамповано", см. утопление (металлообработка), чтобы получить искривленную поверхность. Для создания штампов для изготовления ювелирных изделий и значков или штамповки и пробивки (с использованием штамп для блинов ) посредством процесса чеканки (штамповки), положительный мастер может быть изготовлен из стерлингового серебра, как (при соответствующих настройках машины) мастер значительно разрушается и используется только один раз. Полученную отрицательную матрицу закаляют и используют в ударном молотке для изготовления штампованных плоских поверхностей из вырезанных листовых заготовок из бронзы, серебра или золота с низкой прочностью. Для бейджей этим плоскостям можно придать изогнутую поверхность с помощью другого штампа. Этот тип электроэрозионной обработки обычно выполняется погруженным в диэлектрик на масляной основе. Готовый объект может быть обработан твердой (стекло) или мягкой (краска) эмалью, либо гальванизирован чистым золотом или никелем. Более мягкие материалы, такие как серебро, могут быть украшены ручной гравировкой.
 Пульт управления EDM (станок Hansvedt). В конце процесса станок может быть отрегулирован для обработки поверхности (электрополировка).
Пульт управления EDM (станок Hansvedt). В конце процесса станок может быть отрегулирован для обработки поверхности (электрополировка). 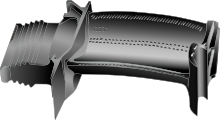 A турбинная лопатка с внутренним охлаждением, как в турбине высокого давления .
A турбинная лопатка с внутренним охлаждением, как в турбине высокого давления . Бурение малых отверстий Электроэрозионные станки.
Бурение малых отверстий Электроэрозионные станки. Электроэрозионные станки для сверления малых отверстий используются в различных областях.
На электроэрозионных станках с проволочной резкой электроэрозионный электроэрозионный станок с малым отверстием используется для проделывания сквозных отверстий в заготовке, через которое проходит проволока для операции электроэрозионного сверления. Отдельная электроэрозионная головка, специально предназначенная для сверления отверстий, установка на станке для резки проволокой и позволяет при необходимости и без предварительного сверления выполнять эрозию готовых деталей из больших закаленных пластин.
EDM с малыми отверстиями используется для просверливания рядов отверстий в передней и задней кромках лопаток турбины, используемых в реактивных двигателях. Поток газа через эти маленькие отверстия позволяет двигателям использовать более высокие температуры. Высокотемпературные, очень твердые, монокристаллические сплавы, используемые в этих лопастях, делают обычную механическую обработку этих отверстий с использованием внешней трудной, если не невозможной.
EDM с маленькими отверстиями также используется для создания микроскопических отверстий для компонентов топливной системы, фильер для синтетических волокон, таких как вискоза и других приложений.
Существуют также автономные электроэрозионные станки для малых отверстий с осью x - y, также известные как суперсверло или сверло для сверления отверстий, которые могут обрабатывать глухие или сквозные отверстия. EDM просверливает отверстия с помощью длинного электрода из латуни или медной трубки, который вращается в патроне с постоянным потоком дистиллированной или деионизированной воды, протекающей через электрод в качестве промывочного агента и диэлектрика. Электродные трубки работают как проволока в электроэрозионных станках с искровым разрядником и скоростью износа. Некоторые EDM для сверления небольших отверстий просверливать 100 мм или закаленной стали менее чем за 10 секунд, при средней скорости износа от 50% до 80%. За счет этого сверления можно получить отверстия от 0,3 мм до 6,1 мм. Латунные электроды легче обрабатывать, но не рекомендуются для операций по нарезанию проволоки из-за эродированных частиц латуни, вызывающих обрыв проволоки «латунь на латуни», поэтому рекомендуется медь.
Некоторые производители выпускают электроэрозионные станки специально для удаления сломанных инструментов (сверл, метчиков, болтов и шпилек) с деталей. В этом приложении этот процесс называется «механической обработкой дезинтеграции металла» или MDM. В процессе дезинтеграции металла удаляется только центр метчика, болта или шпильки, оставляя отверстие неповрежденным и позволяя восстановить деталь.
Производство с обратной связью может повысить точность и снизить затраты на инструмент
Преимущества EDM включают использование:
К недостаткам EDM отношения:
Коммерческие электроэрозионные станки не считаются подходящими для хобби / использования в гараже, так как стоимость коммерческой машины - это существенное вложение даже для всех компаний, не говоря уже о частных лицах. Помимо стоимости, коммерческим машинам требуется много площади и промышленное трехфазное питание.
Тем не менее, универсальность EDM была признана сообществом производителей DIY, и растет популярность изготовленных на заказ электроэрозионных станков, несколько примеров которой можно увидеть на YouTube. Эти специализированные машины имеют настольный форм-фактор, работают от бытовой электросети и требуют вложений в детали, которые укладываются в бюджет любителя.
Этот рост популярности в основном связан с широкой доступностью необходимых запчастей. В частности, об этом изменении свидетельствует выпуск в 2018 году дугового генератора EDM, который был разработан специально для легкой интеграции в специализированные электроэрозионные станки. До этого выпуска были доступны все компоненты, необходимые для создания специализированного электроэрозионного станка, однако сам генератор дуги по-прежнему требовал индивидуальной конструкции, что являлось настоящей инженерной проблемой.
Jameson, E.C. (2001). Электроэрозионная обработка. SME. ISBN 978-0-87263-521-0. Архивировано из оригинального 28.09.2011. CS1 maint: ref = harv (ссылка )
.