
Войти
Круглошлифовальный станок - это тип шлифовального станка, который используется для придания формы внешней стороне объекта. Цилиндрическая шлифовальная машина может работать с различными формами, однако объект должен иметь центральную ось вращения. Это включает, помимо прочего, такие формы, как цилиндр, эллипс, кулачок или коленчатый вал.
 Цилиндрическая шлифовальная машина.
Цилиндрическая шлифовальная машина. Цилиндрическое шлифование определяется как выполнение четырех основных действий:
В то время как большинство цилиндрических шлифовальных машин используют все четыре движения, есть шлифовальные машины, которые используют только три из четырех
Истоки цилиндрической шлифовальной машины, как и всех других современных станков инструменты, стержень на основе экспериментов и изобретения Джона Уилкинсона и позже Генри Модслея, которые построили первый горизонтально-расточной станок и первый двигатель токарный станок соответственно. Цилиндрический шлифовальный станок во многом обязан своим развитием с начала промышленной революции, в частности, появлению надежного и недорогого производства стали, а затем усовершенствованию шлифовального круга. Основа современной цилиндрической шлифовальной машины была впервые построена в 1830-х годах двумя людьми, работающими независимо друг от друга, Джонатаном Бриджесом и Джеймсом Уитоном. Неясно, какой человек первым создал машину, но оба они тесно связаны с первым историческим появлением современного инструмента. Прошло еще 40 лет, прежде чем произошло дальнейшее усовершенствование и усовершенствование инструмента.
Компания Brown Sharpe в Провиденсе, Род-Айленд, была одним из первых создателей этого, одного из первых прецизионных станков, которые будут использоваться. в жилом помещении. Джозеф Браун считал, что вал и игольные стержни швейной машины должны быть изготовлены из закаленной инструментальной стали. Именно это желание привело к их экспериментам по созданию цилиндрической шлифовальной машины. Первой попыткой был небольшой токарный станок с прикрепленным к нему шлифовальным кругом. Последующие попытки привели к появлению цилиндрической шлифовальной машины, представленной на выставке 1876 Centennial Exposition и последующему патенту.
Важно отметить, что компания Brown Sharpe не может быть единоличной заслугой новаторских достижений в области кругового шлифования.. Житель Уолтема, штат Массачусетс, Амброуз Вебстер в 1860 году создал небольшой шлифовальный станок, который содержал в себе все усовершенствования, которые Браун и Шарп считали их собственным оригинальным изобретением. Более того, упор на точность, аккуратность и надежность отстаивал Чарльз Нортон.
Нортон был сотрудником Brown Sharpe, который покинул компанию с желанием и дальше придерживаться своей веры в то, что цилиндрическая шлифовальная машина не подходит. просто инструмент для отделки, но может быть основным продуктом механического цеха. Он основал Norton Grinding Company, где продолжил совершенствовать цилиндрический шлифовальный станок, чтобы использовать более высокие значения частоты вращения и более точные допуски шлифования. Он получил признание за свою работу 18 апреля 1925 года, когда он получил медаль Джона Скотта и премию за изобретение «точных шлифовальных устройств большой мощности». Эти стандарты, разработанные Norton, были статус-кво примерно до середины 20-го века.
Остальные технологические инновации, применимые к цилиндрическим шлифовальным станкам, практически идентичны и в некотором смысле связаны с остальными станками. Инновации последних 70 лет можно охарактеризовать тремя волнами перемен. Первой волной было создание числового программного управления Джоном Т. Парсонсом в 1940-х годах. Военно-воздушные силы США, ищущие более быстрые, дешевые и более эффективные средства производства деталей и инструментов для самолетов, сыграли большую роль в развитии NC как в политическом, так и в финансовом плане. Первое внедрение ЧПУ в станки произошло в 1950-х годах и продолжалось до 1960-х годов. Вторая волна инноваций, произошедшая в 1970-х и 1980-х годах, отмечена огромным спросом на микрокомпьютеры, которые будут использоваться для управления ЧПУ. Присоединение компьютеров ознаменовало рождение Computer Numerical Control, которая в очередной раз произвела революцию в области цилиндрических шлифовальных машин. Теперь машина могла получать инструкции от компьютера, которые давали ей точные указания по всем мыслимым размерам и измерениям, необходимым для производства желаемого продукта. Это была совершенно другая рабочая среда по сравнению с производством середины века, когда рабочий должен был направлять машину в любой момент, чтобы управлять работой. Третья волна изменений пришла в 1990-е годы с появлением персональных компьютеров. Интеграция ЧПУ и ПК в одну динамическую систему позволила еще больше контролировать производственный процесс, который практически не требовал человеческого надзора.
 Outside D Диаметр цилиндрического шлифования
Outside D Диаметр цилиндрического шлифования 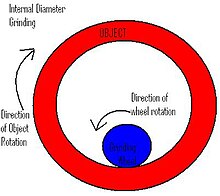 Inside D Диаметр цилиндрического шлифования
Inside D Диаметр цилиндрического шлифования Существует пять различных типов круглого шлифования: шлифование по внешнему диаметру (OD), шлифование по внутреннему диаметру (ID), врезное шлифование, медленное шлифование и бесцентровое шлифование.
Шлифование наружного диаметра - это шлифование внешней поверхности объекта между центрами. Центры - это конечные блоки с точкой, которая позволяет вращать объект. Шлифовальный круг также вращается в том же направлении при контакте с объектом. Это фактически означает, что две поверхности будут двигаться в противоположных направлениях при установлении контакта, что обеспечивает более плавную работу и меньшую вероятность заедания.
Шлифование внутреннего диаметра происходит на внутри объекта. Шлифовальный круг всегда меньше ширины шлифуемого отверстия. Объект удерживается на месте зажимом , который также вращает объект на месте. Так же, как и при внешнем шлифовании, шлифовальный круг и объект вращались в противоположных направлениях, обеспечивая обратный контакт двух поверхностей, на которых происходит шлифование. Смотрите также.
Форма шлифования наружного диаметра, однако основное отличие заключается в том, что шлифовальный круг постоянно контактирует с одной точкой объекта, а не перемещается по нему.
Медленное шлифование - это форма шлифования, при которой полная глубина резания удаляется за один проход круга. Успешное использование этого метода может сократить время производства на 50%, но часто используемый шлифовальный станок должен быть разработан специально для этой цели. Эта форма встречается как при круглом, так и при плоском шлифовании .
 Бесцентровое шлифование
Бесцентровое шлифование  Схема процесса бесцентрового шлифования.
Схема процесса бесцентрового шлифования. Бесцентровое шлифование - это форма шлифования, где есть нет цанги или пары центров, удерживающих объект на месте. Вместо этого есть регулирующий круг, расположенный на стороне, противоположной шлифовальному кругу. Рабочий стол удерживает объект на нужной высоте, но не влияет на скорость его вращения. Рабочее полотно слегка наклонено к регулирующему диску, при этом центральная линия заготовки находится над осевыми линиями регулирующего и шлифовального круга; это означает, что высокие точки не имеют тенденции к образованию соответствующих противоположных низких точек, и, следовательно, можно улучшить округлость деталей. Бесцентровое шлифование намного проще сочетать с процедурами автоматической загрузки, чем центрированное шлифование; Шлифование с проходной подачей, при котором регулирующий круг удерживается под небольшим углом к детали, так что существует сила, проталкивающая деталь через шлифовальный станок, особенно эффективно.
Есть три основные способы взаимодействия оператора с цилиндрической шлифовальной машиной. Либо ручное управление машиной с помощью системы перфокарт, либо использование компьютерного числового управления с использованием уже существующего интерфейса, разработанного для этой машины, либо использование ПК в качестве интерфейса для связи с шлифовальной машиной. Первые два варианта сегодня используются редко, если вообще используются. Цилиндрические шлифовальные машины с ЧПУ являются наиболее технологически продвинутыми, эффективными и надежными системами в обрабатывающей промышленности.
Цилиндрические шлифовальные станки являются воплощением множества инноваций и изобретений в развитии науки и техники. технологии. В любой ситуации, когда требуется чрезвычайно точная обработка металла, цилиндрический шлифовальный станок способен обеспечить высокий уровень точности. Цилиндрический шлифовальный станок имеет множество преимуществ от автомобильной промышленности до военного назначения.