
Войти
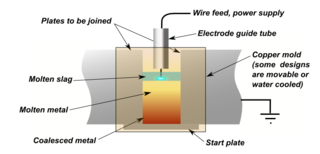
Электрошлаковая сварка (ESW) - высокопроизводительный, однопроходный процесс сварки толстых материалов (от более 25 мм до примерно 300 мм) в вертикальном или близком к вертикальному положению. (ESW) аналогична электрогазовой сварке, но основное отличие состоит в том, что дуга зажигается в другом месте. Вначале электрическая дуга зажигается проволокой, которая подается в желаемое место сварного шва, а затем добавляется флюс. Дополнительный флюс добавляют до тех пор, пока расплавленный шлак, достигнув кончика электрода, не погаснет дугу. Затем проволока непрерывно подается через расходную направляющую трубку (при желании может колебаться) на поверхности металлических заготовок, и затем присадочный металл расплавляется с использованием электрического сопротивления расплавленного шлака, вызывая коалесценцию. Затем проволока и трубка движутся вверх вдоль заготовки, в то время как медный стопорный башмак, который был установлен на место перед запуском (при желании может быть охлажден водой), используется для сохранения сварного шва между свариваемыми пластинами. Электрошлаковая сварка используется в основном для соединения листов и / или профилей из низкоуглеродистой стали очень толстой стали. Его также можно использовать для стальных конструкций при соблюдении определенных мер предосторожности и для алюминиевых шин большого сечения. В этом процессе используется напряжение постоянного тока (DC), обычно в диапазоне от 600 А до 40-50 В, более высокие токи требуются для более толстых материалов. Поскольку дуга гаснет, это не дуговый процесс.
Процесс был запатентован в США в феврале 1940 г. (патент 2191481) и разработан и усовершенствован в Институте Патона, Киев, СССР в 1940-х годах. Метод Патона был представлен на западе на выставке Bruxelles в 1950 году. Первое широкое применение в США было в 1959 году компанией General Motors Electromotive Division, Чикаго, для изготовления рам тяговых двигателей. В 1968 году Hobart Brothers из Троя, штат Огайо, выпустили ряд машин для использования в судостроении, строительстве мостов и крупных строительных конструкций. По оценкам, в период с конца 1960-х до конца 1980-х годов в одной только Калифорнии с помощью электрошлаковой сварки было сварено более миллиона ребер жесткости. Два самых высоких здания в Калифорнии были сварены с использованием процесса электрошлаковой сварки - здание Bank of America в Сан-Франциско и здания-близнецы Security Pacific в Лос-Анджелесе. Землетрясение в Нортридже и землетрясение в Лома-Приета обеспечили «реальный» тест для сравнения всех сварочных процессов. После землетрясения в Нортридже один миллиард долларов потребовался для ремонта трещин в сварных швах, которые распространялись в сварных швах, выполненных с помощью безгазовой порошковой проволоки, в то время как ни в одном из сотен тысяч сварных швов, выполненных на непрерывных пластинах, сваренных с помощью сварочной проволоки, не возникло никаких повреждений или распространения трещин. Процесс электрошлаковой сварки.
Однако Федеральное управление автомобильных дорог (FHWA) контролировало новый процесс и обнаружило, что электрошлаковая сварка из-за использования очень большого количества ограниченного тепла приводит к образованию крупнозернистой и хрупкий сварной шов, а в 1977 году запретили использование этого процесса для многих приложений. FHWA заказало исследования у университетов и промышленности, и в качестве замены была разработана Улучшенная электрошлаковая сварка в узкий зазор (NGI-ESW) . Мораторий FHWA был отменен в 2000 году.
Преимущества процесса включают высокую скорость осаждения металла - он может укладывать металл со скоростью от 15 до 20 кг в час (35-45 фунт / ч) на электрод - и его способность сваривать толстые материалы. Многие сварочные процессы требуют более одного прохода для сварки толстых заготовок, но часто одного прохода достаточно для электрошлаковой сварки. Этот процесс также очень эффективен, поскольку подготовка стыков и обработка материалов сводятся к минимуму, а использование присадочного металла является высоким. Процесс также является безопасным и чистым, без вспышки дуги и с низким разбрызгиванием или деформацией сварного шва. Электрошлаковая сварка легко поддается механизации, что снижает потребность в квалифицированных сварщиках-ручных.
Один электрод обычно используется для сварки материалов толщиной от 25 до 75 мм (от 1 до 3 дюймов), а для более толстых деталей обычно требуется больше электродов. Максимальная толщина заготовки, которая когда-либо успешно сваривалась, составляла 0,91 м (36 дюймов), что требовало одновременного использования шести электродов.