
Войти
Чугунная труба - это труба, изготовленная преимущественно из серого чугуна Она исторически использовались в качестве напорной трубы для передачи воды, газа и сточных вод, а также в качестве воды дренажной трубы в течение 17, 18, 19 и 20 веков.
Чугунные трубы часто использовались без покрытия, хотя более поздние покрытия и футеровки уменьшали коррозию и улучшали гидравлику. В чугунной трубе графит образует чешуйки в процессе литья, если рассматривать его под микроскопом. На смену чугунным трубам пришла труба из высокопрочного чугуна, которая является прямым развитием, при котором большинство существующих производственных предприятий перешли на новый материал в 1970-х и 1980-х годах. Труба из ковкого чугуна отличается от чугуна, потому что введение магния в процессе литья заставляет графит образовывать сферы (графитовые конкреции), а не хлопья. Хотя это позволяет материалу оставаться литейным, конечный продукт намного прочнее, чем чугун, и обеспечивает эластичность при более низких уровнях напряжения. В настоящее время производится небольшая чугунная труба, поскольку труба из высокопрочного чугуна широко признана в качестве превосходного продукта. Многие коммунальные предприятия, муниципалитеты и частные предприятия до сих пор используют чугунные трубы.
Самые старые чугунные водопроводные трубы относятся к 17 веку и были установлены для распределения воды по садам Версальского дворца. Это около 35 км труб, обычно длиной 1 м с фланцевыми соединениями. Чрезвычайный возраст этих трубок придает им значительную историческую ценность. Несмотря на обширную реконструкцию в 2008 году компанией Saint-Gobain PAM, 80% остаются оригинальными.
Чугун оказался полезным материалом для производства водопроводных труб и был использован вместо прежних трубопроводов из вяза, использовавшихся ранее. Эти водопроводы состояли из отдельных литых секций труб, часто называемых стержнями, соединенных между собой различными соединительными механизмами. Фланцевые соединения состояли из плоских обработанных поверхностей, которые были плотно скреплены болтами с прокладкой между ними для предотвращения утечки. Этот тип трубного соединения все еще используется сегодня, как правило, для наземных трубопроводов на водоочистных и производственных предприятиях.
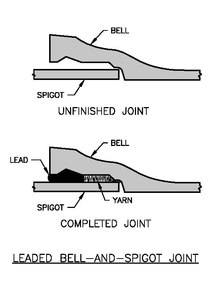 Типичное резьбовое соединение раструба и гладкого конца, используемое для чугунных труб.
Типичное резьбовое соединение раструба и гладкого конца, используемое для чугунных труб. В раструбном соединении один конец стержня трубы расширяется, называемый раструбом или муфтой, чтобы обеспечить возможность противоположного конца следующего стержня, гладкий конец, который нужно вставить для создания соединения. Промежутки в этих стыках заполнялись дубом или пряжей, чтобы удерживать расплавленный свинец, который затвердевает в водонепроницаемом стыке. Это была трудоемкая операция, и качество печати зависело от навыков рабочего.
Механические соединения были выполнены путем прикручивания подвижного следящего кольца к втулке рядом с соответствующим раструбом, которое сжимало прокладку между ними. Многие водопроводные трубы сегодня используют механические соединения, поскольку они легко изготавливаются и не требуют специальных навыков для установки. Этот тип соединения также допускает некоторый прогиб без ущерба для целостности соединения, так что во время установки могут быть выполнены незначительные корректировки соосности, и соединения сохраняют свою целостность, когда подвергаются ограниченному проседанию. Типичный прогиб механических соединений в настоящее время составляет от 3 до 5 градусов.
Шаровидные шарниры представили более «закругленные» гнезда, допускающие относительно большой прогиб в каждом соединении. Этот тип соединения, который используется до сих пор, считался узлом специального назначения и использовался в основном как в подводной, так и в горной местности. Этот тип соединения обычно допускает отклонение на 15 градусов на каждом соединении, что делает возможным «изгиб» трубы. Преимущество этого типа соединения заключалось в том, что он работал быстрее, чем раструбные и гладкие соединения, и не требовал специальных навыков или инструментов для установки.
Вставные соединения, разработанные в середине 1950-х годов, позволили использовать более быстрый и относительно неквалифицированный метод соединения труб. Это соединение состояло из раструба с углубленной канавкой, в которой находилась прорезиненная прокладка. Смазанную секцию со скошенной втулкой можно вставить в это соединение осторожно, чтобы не скатить прорезиненную прокладку, и после установки она становится водонепроницаемой. Этот тип системы соединений сегодня популярен для труб из высокопрочного чугуна и поливинилхлорида (ПВХ).
Первая чугунная труба производилась в горизонтальных формах, сердцевина формы поддерживалась небольшими железными стержнями, которые стали частью труба. Горизонтальное литье привело к неравномерному распределению металла по окружности трубы. Обычно шлак собирается на вершине трубы, создавая гораздо более слабое сечение.
В 1845 году первая труба была отлита вертикально в яме, и к концу века все трубы были изготовлены этим методом. При использовании этого метода весь шлак будет собираться в верхней части отливки, и его можно будет удалить, просто отрезав конец трубы. Трубы, отлитые с использованием этого метода, часто страдали от смещения центра отверстий, вызванного смещением сердечника формы смещением от центра, в результате чего одна сторона трубы была толще другой.
После его изобретения Димитри Сенсо де Лаво, франко-бразильцем, в 1918 году, производство чугунных труб в значительной степени перешло на совершенно иную технику центробежного литья. В современном производстве труб из ВЧШГ по-прежнему используется этот общий метод литья.
Исторически для центробежного литья чугунных труб использовались два разных типа форм: металлические формы и песчаные формы. В металлических формах расплавленное железо вводили в форму для равномерного распределения металла по внутренней поверхности формы за счет создаваемой центробежной силы. Внешняя форма обычно защищалась от повреждений с помощью регулируемой водяной бани или системы водяного орошения. Когда труба остыла достаточно остыла, чтобы с ней можно было обращаться, и она сохранила свою форму, пресс-форму останавливали и трубу вынимали. Трубы, сформированные в металлических формах, обычно отжигались после литья для устранения любых напряжений в трубе, а затем очищались, проверялись, испытывались, измерялись (для определения размеров), покрывались внутренним и / или внешним покрытием и хранились для использования. Стандарты для чугунных труб, центробежно разливаемых в металлических формах для воды, были установлены и опубликованы Американской ассоциацией водопроводных сооружений.
При литье в песчаных формах использовались два типа производственных процессов. В первом методе металлический узор обычно помещался в металлическую опоку, а формовочный песок утрамбовывался в кольцевое пространство между колбой и узором. Затем образец был удален для отливки трубы из расплавленного серого чугуна. Второй метод не предполагал металлического рисунка, но требовал центробежного формования формы путем заполнения нагретой колбы отмеренным количеством термореактивной смолы и песка. В любом случае литейная машина была остановлена после того, как труба затвердела, и колба была удалена. Чугунную трубу, сформированную с помощью этой процедуры, обычно охлаждали в печи в контролируемых временных и температурных условиях. Как и в случае с металлическими формами, трубу обычно отжигают для устранения любых напряжений в трубе, а затем очищают, проверяют, испытывают, измеряют (для определения размеров), покрывают изнутри и / или снаружи и хранят для использования. Стандарты для чугунных труб, центробежно отлитых в песчаных формах для воды, были установлены и опубликованы Американской ассоциацией водопроводных сооружений.
Коррозия чугунных труб может происходить как на внутренние и внешние поверхности. При электрохимической коррозии внутренние аноды образуются там, где чистое железо подвергается воздействию агрессивной воды, что способствует переходу железа в раствор. Утюг соединяется с различными компонентами воды, образуя бугорок на внутренней стороне трубы. Этот процесс образования бугорков может в конечном итоге привести к значительным ограничениям площади поперечного сечения трубы. Поскольку бугорки имеют неправильную форму, на поверхности вероятно скопление бактериального разрастания. По мере того, как все больше железа переходит в раствор, результатом является потеря структуры трубы с течением времени, что может повлиять на целостность трубы. В ливневых и санитарных канализационных системах образование кислых газов (таких как сероводород ) в результате микробного воздействия может привести к дальнейшей коррозии внутренних стенок труб, но наиболее заметно на внутреннем «потолке» труба.
Начиная с 1922 года, была введена внутренняя цементная футеровка, которая служила барьером для минимизации внутренней коррозии. В 1929 году секционный комитет Американской ассоциации стандартов (ASA) выпустил предварительный стандарт для облицовки из цементного раствора, который был опубликован в 1932 году. В 1939 году был опубликован Американский стандарт A21.4, который определял цементное покрытие типа I на внутренней стороне труба водопровода, которая будет использоваться. Когда в 1953 году стандарт был обновлен, цемент Типа I был заменен на цемент Типа II, так как считалось, что Тип II является более контролируемым продуктом. Стандарт был дополнительно пересмотрен в 1964 году, который включал использование цемента типа I или типа II, а также доступность раствора двух разных толщин.
Первая стандартизация чугунных водопроводных труб в Великобритании произошло в 1917 году с публикацией BS 78. Этот стандарт определял безразмерный номинальный размер, который приблизительно соответствовал внутреннему диаметру трубы в дюймах, и четыре класса давления: класс A, класс B, класс C и класс D, каждый с указанной толщиной стенки и наружным диаметром. Следует отметить, что внешний диаметр идентичен между классами, за исключением размеров от 12 до 27, где классы A и B имеют один общий диаметр, а классы C и D имеют другой, больший диаметр.
| Номинальный размер | Класс | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| A и B | A | B | C и D | C | D | |||||
| Наружный диаметр. [дюймы (мм)] | Толщина стенки. [ дюйм (мм)] | Внутренний диаметр. [дюйм (мм)] | Толщина стенки. [дюйм (мм)] | Внутренний диаметр. [дюймы (мм)] | Наружный диаметр. [дюймы (мм)] | Толщина стенки. [дюймы (мм)] | Внутренний диаметр. [дюйм (мм)] | Толщина стенки. [дюйм (мм)] | Внутренний диаметр. [дюйм (мм)] | |
| 3 | 3,76 (95,504) | 0,38 (9,652) | 3,00 (76,200) | 0,38 (9,652) | 3,00 (76,200) | 3,76 (95,504) | 0,38 (9,652) | 3,00 (76,200) | 0,40 (10,160) | 2,96 (75,184) |
| 4 | 4,80 (121,920) | 0,39 (9,906) | 4,02 (102,108) | 0,39 (9,906) | 4,02 (102,108) | 4,80 (121,920) | 0,40 (10,160) | 4,00 (101,600) | 0,46 (11,684) | 3,88 (98,552) |
| 5 | 5,90 (149,860) | 0,41 ( 10,414) | 5,08 (129,032) | 0,41 (10,414) | 5,08 (129,032) | 5,90 (149,860) | 0,4 5 (11,430) | 5,00 (127,000) | 0,52 (13,208) | 4,86 (123,444) |
| 6 | 6,98 (177,292) | 0,43 (10,922) | 6,12 (155,448) | 0,43 (10,922) | 6,12 (155,448) | 6,98 (177,292) | 0,49 (12,446) | 6,00 (152,400) | 0,57 (14,478) | 5,84 (148,336) |
| 7 | 8,06 (204,724) | 0,45 (11,430) | 7,16 (181,864) | 0,45 (11,430) | 7,16 (181,864) | 8,06 (204,724) | 0,53 (13,462) | 7,00 (177,800) | 0,61 (15,494) | 6,84 (173,736) |
| 8 | 9,14 (232,156) | 0,47 (11,938) | 8,20 (208,280) | 0,47 (11,938) | 8,20 (208,280) | 9,14 (232,156) | 0,57 (14,478) | 8,00 (203.200) | 0,65 (16,510) | 7,84 (199,136) |
| 9 | 10,20 (259,080) | 0,48 (12,192) | 9,22 ( 234,188) | 0,49 (12,446) | 9,22 (234,188) | 10,20 (259,080) | 0,60 (15,240) | 9,00 ( 228,600) | 0,69 (17,526) | 8,82 (224,028) |
| 10 | 11,26 (286,004) | 0,52 (13,208) | 10,22 (259,588) | 0,52 (13,208) | 10,22 (259,588) | 11,26 (286,004) | 0,63 (16,002) | 10,00 (254,000) | 0,73 (18,542) | 9,80 (248,920) |
| 12 | 13,14 (333,756) | 0,55 (13,970) | 12,04 (305,816) | 0,57 (14,478) | 12,00 (304,800) | 13,60 (345,440) | 0,69 (17,526) | 12,22 (310,388) | 0,80 (20,320) | 12,00 (304,800) |
| 14 | 15,22 (386,588) | 0,57 (14,478) | 14,08 (357,632) | 0,61 (15,494) | 14,00 (355,600) | 15,72 (399,288) | 0,75 (19,050) | 14,22 (361,188) | 0,86 (21,844) | 14,00 (355,600) |
| 15 | 16,26 (413,004) | 0,59 (14,986) | 15,08 (383,032) | 0,63 (16,002) | 15,00 (381,000) | 16,78 (426,212) | 0,77 (19,558) | 15,24 (387,096) | 0,89 (22,606) | 15,00 (381,000) |
| 16 | 17,30 (439,420) | 0,60 (15,240) | 16,10 (40 8,940) | 0,65 (16,510) | 16,00 (406,400) | 17,84 (453,136) | 0,80 (20,320) | 16,24 ( 412,496) | 0,92 (23,368) | 16,00 (406,400) |
| 18 | 19,38 (492,252) | 0,63 (16,002) | 18,12 (460,248) | 0,69 (17,526) | 18,00 (457,200) | 19,96 (506,984) | 0,85 (21,590) | 18,26 (463,804) | 0,98 (24,892) | 18,00 (457.200) |
| 20 | 21,46 (545,084) | 0,65 (16,510) | 20,16 (512,064) | 0,73 (18,542) | 20,00 (508,000) | 22,06 (560,324) | 0,89 (22,606) | 20,28 (515,112) | 1,03 (26,162) | 20,00 (508,000) |
| 21 | 22,50 (571,500) | 0,67 (17,018) | 21,16 (537,464) | 0,75 (19,050) | 21,00 (533,400) | 23,12 (587,248) | 0,92 (23,368) | 21,28 (540,512) | 1,03 (26,162) | 21,00 (533,400) |
| 24 | 25,60 (650,240) | 0,71 (18,034) | 24,18 (614,172) | 0,80 (20,320) | 24. 00 (609,600) | 26,26 (667,004) | 0,98 (24,892) | 24,30 (617,220) | 1,13 (28,702) | 24,00 (609,600) |
| 27 | 28,70 (728,980) | 0,75 (19,050) | 27,20 (690,880) | 0,85 (21,590) | 27,00 (685,800) | 29,40 (746,760) | 1,04 (26,416) | 27,32 (693,928) | 1,20 (30,480) | 27,00 (685,800) |
| 30 | 32,52 (826,008) | 0,79 (20,066) | 30,94 (785,876) | 0,89 ( 22,606) | 30,74 (780,796) | 32,52 (826,008) | 1,09 (27,686) | 30,34 (770,636) | 1,26 ( 32,004) | 30,00 (762,000) |
| 33 | 35,66 (905,764) | 0,83 (21,082) | 34,00 (863,600) | 0,94 (23,876) | 33,78 (858,012) | 35,66 (905,764) | 1,15 (29,210) | 33,36 (847,344) | 1,33 (33,782) | 33,00 (838.200) |
| 36 | 38,76 (984,504) | 0,87 (22,098) | 37,02 (940,308) | 0,98 (24,892) | 36,80 (934,720) | 38,76 (984,504) | 1,20 (30,480) | 36,36 (923,544) | 1,38 (35,052) | 36,00 (914,400) |
| 40 | 42,92 ( 1,090,168) | 0,92 (23,368) | 41,08 (1,043,432) | 1,03 (26,162) | 40,86 (1037,844) | 42,92 ( 1,090,168) | 1,26 (32,004) | 40,40 (1026,160) | 1,46 (37,084) | 40,00 (1,016,000) |
| 42 | 45,00 (1,143,000) | 0,95 (24,130) | 43,10 (1,094,740) | 1,06 (26,924) | 42,88 (1,089,152) | 45,00 (1,143,000) | 1,30 (33,020) | 42,40 (1076,960) | 1,50 (38,100) | 42,00 (1066,800) |
| 45 | 48,10 (1221,740) | 0,99 (25,146) | 46,12 (1,171,448) | 1,09 (27,686) | 45,92 (1,166,368) | 48,10 (1221,740) | 1,35 (34,290) | 45,40 (1,153,160) | 1,55 (39,370) | 45,00 (1,143,000) |
| 48 | 51,20 (1300,480) | 1,03 (26,162) | 49,14 (1248,156) | 1,13 (28,702) | 48,94 (1 243,076) | 51,20 (1 300,480) | 1,38 (35,052) | 48,44 (1,230,376) | 1,68 (42,672) | 47,84 (1,215,136) |
BS 78 был окончательно заменен, когда Соединенное Королевство гармонизировано с несовместимыми европейскими стандартами, однако указанные внешние размеры продолжают оставаться в силе (хотя и в метрической форме) в качестве стандартного наружного диаметра трубы для труб из ковкого чугуна в Австралии и Новой Зеландии в соответствии с последующими спецификациями, AS /NZS 2280.