
Войти
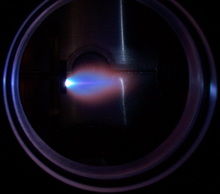 Шлейф, выброшенный из мишени SrRuO 3 во время импульсного лазерного осаждения.
Шлейф, выброшенный из мишени SrRuO 3 во время импульсного лазерного осаждения.  Одна возможная конфигурация камеру осаждения PLD.
Одна возможная конфигурация камеру осаждения PLD. Импульсное лазерное осаждение (PLD ) - это метод физического осаждения из паровой фазы (PVD), в котором используется импульсный лазер высокой мощности Луч фокусируется внутри камеры вакуума, чтобы поразить цель из материала, который должен быть нанесен. Этот материал испаряется из мишени (в плазменном шлейфе), которая осаждает его в виде тонкой пленки на подложке (например, кремниевой пластине, обращенной к мишени). Этот процесс может происходить в сверхвысоком вакууме или в присутствии фонового газа, такого как кислород, который обычно используется при нанесении оксидов для полного насыщения кислородом осажденных пленок.
Хотя базовая установка проста по сравнению со многими другими методами осаждения, физические явления взаимодействия лазерной мишени и роста пленки довольно сложны (см. процесс ниже). Когда лазерный импульс поглощается мишенью, энергия сначала преобразуется в электронное возбуждение, а затем в тепловую, химическую и механическую энергию, что приводит к испарению, абляции, образованию плазмы и даже отшелушивание. Выброшенные частицы расширяются в окружающий вакуум в виде шлейфа, содержащего много энергетических частиц, включая атомы, молекулы, электроны, ионы кластеры, частицы и расплавленные глобулы перед осаждением на обычно горячей подложке.
Подробные механизмы PLD очень сложны, включая процесс абляции материала мишени с помощью лазерного облучения, развитие плазменного факела с высокоэнергетическими ионами, электронами, а также нейтралами и рост кристаллов самой пленки на нагретом субстрат. Процесс PLD можно разделить на четыре этапа:
Каждый из этих этапов имеет решающее значение для кристалличности, однородности и стехиометрии получаемой пленки. Наиболее часто используемые методы моделирования процесса PLD - это методы Монте-Карло.
 Тонкие пленки оксидов осаждаются с точностью до атомного слоя с использованием импульсного лазерного осаждения. На этом изображении импульсный лазер высокой интенсивности стреляет во вращающийся белый диск из Al 2O3(оксид алюминия). Лазерный импульс создает плазменный взрыв, видимый как пурпурное облако. Облако плазмы от оксида алюминия расширяется к квадратной подложке, сделанной из SrTiO 3, где оно конденсируется и затвердевает, создавая по одному атомному слою за раз. Подложка устанавливается на нагревательной пластине, светящейся красным при температуре 650 ° C, для улучшения кристалличности тонкой пленки оксида алюминия.
Тонкие пленки оксидов осаждаются с точностью до атомного слоя с использованием импульсного лазерного осаждения. На этом изображении импульсный лазер высокой интенсивности стреляет во вращающийся белый диск из Al 2O3(оксид алюминия). Лазерный импульс создает плазменный взрыв, видимый как пурпурное облако. Облако плазмы от оксида алюминия расширяется к квадратной подложке, сделанной из SrTiO 3, где оно конденсируется и затвердевает, создавая по одному атомному слою за раз. Подложка устанавливается на нагревательной пластине, светящейся красным при температуре 650 ° C, для улучшения кристалличности тонкой пленки оксида алюминия. абляция материала мишени при лазерном облучении и создание плазмы - очень сложные процессы. Удаление атомов из объемного материала осуществляется путем испарения объема в поверхностной области в состоянии неравновесия. При этом падающий лазерный импульс проникает в поверхность материала на глубину проникновения. Этот размер зависит от длины волны лазера и показателя преломления материала мишени на длине волны применяемого лазера и обычно находится в области 10 нм для большинства материалов. Сильное электрическое поле, создаваемое лазерным светом, достаточно сильное, чтобы удалить электроны из основного материала проникаемого объема. Этот процесс происходит в течение 10 пс после лазерного импульса нс и вызван нелинейными процессами, такими как многофотонная ионизация, которые усиливаются микроскопическими трещинами на поверхности, пустотами и конкрециями, которые увеличивают электрическое поле. Свободные электроны колеблются в электромагнитном поле лазерного излучения и могут сталкиваться с атомами объемного материала, передавая часть своей энергии решетке материала мишени в приповерхностной области. Затем поверхность мишени нагревается, и материал испаряется.
На втором этапе материал расширяется в плазме параллельно вектору нормали к поверхности мишени по направлению к подложке из-за кулоновского отталкивания и отдачи от поверхности мишени. Пространственное распределение факела зависит от фонового давления внутри камеры PLD. Плотность факела можно описать законом cos (x), имеющим форму, подобную кривой Гаусса. Зависимость формы факела от давления можно описать в три этапа:
Самым важным последствием увеличения фонового давления является замедление высокоэнергетических частиц в расширяющемся плазменном шлейфе. Было показано, что частицы с кинетической энергией около 50 эВ могут заменять пленку, уже нанесенную на подложку. Это приводит к более низкой скорости осаждения и, кроме того, может привести к изменению стехиометрии пленки.
Третий этап важен для определения качества нанесенных пленок. Высокоэнергетические частицы, удаляемые из мишени, бомбардируют поверхность подложки и могут вызывать повреждение поверхности за счет разбрызгивания атомов с поверхности, а также вызывая образование дефектов в осажденной пленке. Распыленные частицы из подложки и частицы, испускаемые мишенью, образуют область столкновения, которая служит источником конденсации частиц. Когда скорость конденсации достаточно высока, может быть достигнуто тепловое равновесие, и пленка растет на поверхности подложки за счет прямого потока абляционных частиц и достигнутого теплового равновесия.
Процесс зародышеобразования и кинетика роста пленки зависят от нескольких параметров роста, включая:
В PLD возникает большое пересыщение на подложке во время импульса. Импульс длится около 10–40 микросекунд в зависимости от параметров лазера. Это высокое пересыщение вызывает очень большую плотность зародышеобразования на поверхности по сравнению с молекулярно-лучевой эпитаксией или напылением. Эта плотность зародышеобразования увеличивает гладкость нанесенной пленки.
В PLD [в зависимости от указанных выше параметров осаждения] возможны три режима роста:
Импульсное лазерное осаждение является лишь одним из многих методов осаждения тонких пленок. Другие методы включают молекулярно-лучевая эпитаксия (MBE), химическое осаждение из паровой фазы (CVD), напыление (RF, магнетрон и ионный пучок). История выращивания пленки с помощью лазера началась вскоре после технической реализации первого лазера в 1960 году компанией Maiman. Смит и Тернер использовали рубиновый лазер для нанесения первых тонких пленок в 1965 году, через три года после того, как Брич и Кросс изучили лазерное испарение и возбуждение атомов с твердых поверхностей. Однако осажденные пленки все еще уступали пленкам, полученным другими методами, такими как химическое осаждение из газовой фазы и молекулярно-лучевая эпитаксия. В начале 1980-х несколько исследовательских групп (в основном в бывшем СССР) достигли замечательных результатов в производстве тонкопленочных структур с использованием лазерной технологии. Прорыв произошел в 1987 году, когда Д. Дейккамп, Ксинди Ву и Т. Венкатесан смогли нанести лазерное осаждение тонкой пленки из YBa 2Cu3O7, высокотемпературного сверхпроводящего материала, качество которого превосходило качество пленок, нанесенных альтернативными методами. С тех пор технология импульсного лазерного осаждения использовалась для изготовления высококачественных кристаллических пленок, таких как тонкие пленки легированного граната, для использования в качестве лазеров на планарных волноводах. Было продемонстрировано осаждение керамических оксидов, нитридных пленок, ферромагнитных пленок, металлических мультислоев и различных сверхрешеток. В 1990-х годах развитие новой лазерной технологии, такой как лазеры с высокой частотой повторения и короткой длительностью импульса, сделало PLD очень конкурентоспособным инструментом для выращивания тонких, четко определенных пленок со сложной стехиометрией.
Существует множество различных устройств для создания камеры осаждения для PLD. Материал мишени, испаряемый лазером, обычно представляет собой вращающийся диск, прикрепленный к опоре. Однако из него также можно спекать цилиндрический стержень с вращательным движением и поступательным движением вверх и вниз вдоль его оси. Эта особая конфигурация позволяет не только использовать синхронизированный импульс реактивного газа, но также и многокомпонентный стержень-мишень, с помощью которого можно создавать пленки из разных многослойных материалов.
Некоторые факторы, влияющие на скорость осаждения: