
Войти
При усилиях по улучшению процесса индекс возможностей процесса или коэффициент возможностей процесса является статистическая мера возможностей процесса : способность процесса производить выходные данные в пределах спецификации. Концепция возможностей процесса имеет значение только для процессов, находящихся в состоянии статистического контроля. Индексы возможностей процесса измеряют, насколько «естественные вариации» испытывает процесс по сравнению с его пределами спецификации, и позволяют сравнивать различные процессы с точки зрения того, насколько хорошо организация их контролирует.
Компания производит оси номинальным диаметром 20 мм на токарном станке. Поскольку ни одна ось не может быть сделана с точностью до 20 мм, проектировщик указывает максимально допустимые отклонения (называемые допусками или пределами спецификации). Например, требование может заключаться в том, что оси должны быть от 19,9 до 20,2 мм. Индекс технологических возможностей - это показатель того, насколько вероятно, что изготовленная ось удовлетворяет этому требованию. Индекс относится только к статистическим (естественным) вариациям. Это вариации, которые возникают естественным образом без определенной причины. Необработанные ошибки включают в себя а.о. ошибки оператора или люфт в механизмах токарного станка, приводящий к неправильному или непредсказуемому положению инструмента. Если возникают ошибки последнего вида, процесс не находится в состоянии статистического контроля. В этом случае индекс возможностей процесса не имеет смысла.
Если верхний и нижний спецификации пределы процесса равны USL и LSL, целевое среднее значение процесса равно T, оценочное среднее значение процесса 

| Индекс | Описание |
|---|---|
 | Оценивает, что способно произвести процесс, если бы среднее значение процесса было быть центрированным между пределами спецификации. Предполагается, что выходные данные процесса распределены приблизительно нормально. |
 | Оценивает возможности процесса для спецификаций, которые состоят только из нижнего предела (например, силы). Предполагается, что выходные данные процесса распределены приблизительно нормально. |
 | Оценивает возможности процесса для спецификаций, которые содержат только верхний предел (например, концентрацию). Предполагается, что выходные данные процесса распределены приблизительно нормально. |
![{\ hat {C}} _ {{pk}} = \ min {\ Bigg [} {USL - {\ hat {\ mu}} \ over 3 {\ hat {\ sigma}}}, {{\ hat {\ mu}} - LSL \ over 3 {\ hat {\ sigma}}} {\ Bigg]}](https://wikimedia.org/api/rest_v1/media/math/render/svg/ff9c9d5f76aa76cdbbcd759a4f7835e32928f3e0) | Оценивает, что способно произвести процесс, учитывая, что среднее значение процесса не может быть сосредоточено между пределами спецификации. (Если среднее значение процесса не центрировано,  переоценивает возможности процесса.) переоценивает возможности процесса.)  если среднее значение процесса выходит за пределы спецификации. Предполагается, что выходные данные процесса распределены приблизительно нормально. если среднее значение процесса выходит за пределы спецификации. Предполагается, что выходные данные процесса распределены приблизительно нормально. |
 | Оценки возможность обработки вокруг цели T.  всегда больше нуля. Предполагается, что выходные данные процесса распределены приблизительно нормально. также известен как индекс возможностей Тагучи. всегда больше нуля. Предполагается, что выходные данные процесса распределены приблизительно нормально. также известен как индекс возможностей Тагучи. |
 | Оценивает возможности процесса вокруг цели, T, и учитывает среднее значение процесса. Предполагается, что выходные данные процесса распределены приблизительно нормально. |
Индексы возможностей процесса построены для выражать более желательные возможности с более высокими значениями. Значения около или ниже нуля указывают на то, что процессы работают не по назначению (
Установление значений для минимальных «приемлемых» целевых показателей возможностей процесса - это вопрос личного мнения, и то, какой консенсус существует, зависит от отрасли, предприятия и рассматриваемого процесса. Например, в автомобильной промышленности Группа действий в автомобильной промышленности устанавливает руководящие принципы в Процессе утверждения производственных деталей, 4-е издание для рекомендуемых минимальных значений C pk для критические для качества технологические характеристики. Однако эти критерии спорны, и некоторые процессы не могут быть оценены на предмет возможностей только потому, что они не были должным образом оценены.
Поскольку возможности процесса являются функцией спецификации, индекс возможностей процесса так же хорош, как и спецификация. Например, если спецификация была получена из технического руководства без учета функции и критичности детали, обсуждение возможностей процесса бесполезно и принесло бы больше преимуществ, если бы сосредоточилось на том, каковы реальные риски выхода детали за пределы спецификации.. Функция потерь Тагучи лучше иллюстрирует эту концепцию.
По крайней мере один академический эксперт рекомендует следующее:
| Ситуация | Рекомендуемая минимальная производительность процесса для двусторонних спецификаций | Рекомендуемая минимальная производительность процесса для односторонней спецификации |
|---|---|---|
| Существующий процесс | 1,33 | 1,25 |
| Новый процесс | 1,50 | 1,45 |
| Безопасность или критический параметр для существующего процесса | 1,50 | 1,45 |
| Безопасность или критический параметр для нового процесса | 1,67 | 1,60 |
| Шесть сигм процесс качества | 2,00 | 2,00 |
Однако, если процесс дает характеристику с индексом возможностей больше 2,5, излишняя точность может быть дорогостоящей.
Отображение индексов возможностей процесса, таких как C pk, на показатели потерь процесса не вызывает затруднений. Осадки процесса определяют количество дефектов, возникающих в процессе, и измеряются с помощью DPMO или PPM. Производительность процесса является дополнением к осадкам процесса и приблизительно равна площади под функцией плотности вероятности 
В краткосрочной перспективе («короткая сигма») отношения следующие:
| Cp | Уровень сигмы (σ) | Площадь под | Производительность процесса | Выпадение технологических осадков (в единицах DPMO / PPM) |
|---|---|---|---|---|
| 0,33 | 1 | 0,6826894921 | 68.27% | 317311 |
| 0,67 | 2 | 0,9544997361 | 95,45% | 45500 |
| 1.00 | 3 | 0.9973002039 | 99.73% | 2700 |
| 1.33 | 4 | 0.9999366575 | 99.99% | 63 |
| 1.67 | 5 | 0.9999994267 | 99.9999% | 1 |
| 2.00 | 6 | 0.9999999980 | 99.9999998% | 0.002 |
В долгосрочной перспективе процессы могут сдвигаться или значительно дрейфуют (большинство контрольные диаграммы чувствительны только к изменениям выходных данных процесса на 1,5σ или больше). Если в процессах произошло отклонение от целевого значения на 1,5 сигмы (см. Шесть сигм ), тогда возникнут следующие отношения:
| Cp | Скорректированный уровень сигмы (σ) | Площадь под | Выход процесса | Выпадение технологических осадков (в терминах DPMO / PPM) |
|---|---|---|---|---|
| 0,33 | 1 | 0,3085375387 | 30,85% | 691462 |
| 0,67 | 2 | 0,6914624613 | 69,15% | 308538 |
| 1,00 | 3 | 0,9331927987 | 93,32% | 66807 |
| 1,33 | 4 | 0,9937903347 | 99,38% | 6209 |
| 1,67 | 5 | 0,9997673709 | 99,9767% | 232,6 |
| 2,00 | 6 | 0,9999966023 | 99,99966% | 3,40 |
Потому что процессы могут сдвигаться или дрейфовать в значительной степени в долгосрочной перспективе, каждый процесс будет иметь уникальное значение сигма-сдвига, поэтому показатели возможностей процесса менее применимы, поскольку они требуют статистического контроля.
.
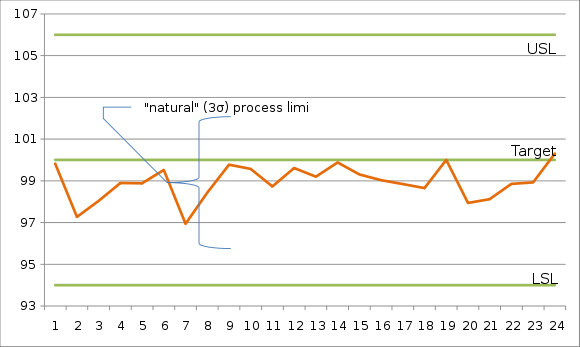
Рассмотрим характеристику качества с целевым значением 100,00 мкм и верхний и нижний пределы спецификации 106,00 мкм и 94,00 мкм соответственно. Если после тщательного наблюдения за процессом в течение некоторого времени выясняется, что процесс находится под контролем и предсказуемо выдает результат (как показано на диаграмме выполнения ниже), мы можем достоверно оценить его среднее значение и стандартное отклонение.
Если
| Индекс |
|---|
 |
![{\ hat {C}} _ {{pk}} = \ min {\ Bigg [} {USL - {\ hat {\ mu}} \ более 3 {\ hat {\ sigma}}}, {{\ hat {\ mu}} - LSL \ over 3 {\ hat {\ sigma}}} {\ Bigg]} = \ min {\ Bigg [} {106.00-98.94 \ более 3 \ times 1.03}, {98.94-94 \ более 3 \ times 1.03} {\ Bigg]} = 1,60](https://wikimedia.org/api/rest_v1/media/math/render/svg/0e7d5c4dee8a69eed0db6fc9db3029aa0e2b6bfe) |
 |
 |
Тот факт, что процесс выполняется не по центру (примерно на 1σ ниже своей цели), отражается в заметно разных значениях для C p, C pk, C pm и C pkm.
