
Войти
Метрическая резьба ISO является наиболее часто используемым типом универсального винта ветка по всему миру. Они были одними из первых международных стандартов, согласованных, когда Международная организация по стандартизации (ISO) была создана в 1947 году.
Обозначение «M» для метрических винтов указывает номинальный внешний диаметр винтовой резьбы в миллиметрах (например, винт M6 имеет номинальный внешний диаметр 6 миллиметров).
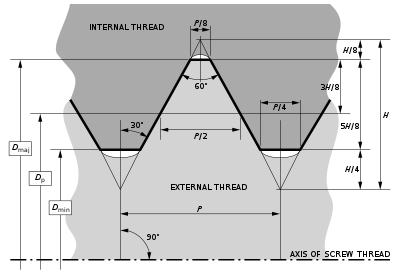 Базовый профиль всех метрических резьбовых соединений ISO
Базовый профиль всех метрических резьбовых соединений ISO Принципы проектирования метрических резьбовых соединений ISO общего назначения ("M резьбы серии) определены в международном стандарте ISO 68-1. Каждая резьба характеризуется своим большим диаметром, D (D maj на схеме) и своим шагом, P. Метрическая резьба ISO состоит из симметричной V -образная резьба. В плоскости оси резьбы боковые стороны V расположены под углом 60 ° друг к другу. Глубина резьбы 0,54125 × шаг. Наибольшее ⁄ 8 и самое внутреннее ⁄ 4 высоты H V-образной формы отрезано от профиля.
Зависимость между высотой H и шагом P определяется с помощью следующего уравнения, где θ - половина включенного угла резьбы, в данном случае 30 °:

или

Во внешней (наружной) резьбе (например, на болте) наибольший диаметр D maj и малый диаметр D мин определяет максимальные размеры резьбы. Это означает, что внешняя резьба должна заканчиваться плоско на D maj, но может быть закруглена ниже вспомогательного диаметра D min. И наоборот, для внутренней (внутренней) резьбы (например, в гайке) большой и малый диаметры являются минимальными размерами; поэтому профиль резьбы должен заканчиваться ровно на D min, но может быть закруглен за пределами D maj.
Малый диаметр D min и эффективный делительный диаметр D p выводятся из основного диаметра и шага как

Метрическая резьба ISO обозначается буквой M, за которой следует значение номинального диаметра D (максимальный диаметр резьбы) и шаг P, оба выраженные в миллиметрах и разделенные знаком дефиса, - (например, M8-1.25). Если шаг - это обычно используемый «крупный» шаг, указанный в ISO 261 или ISO 262, его можно не указывать (например, M8). Длина крепежного винта или болта обозначается символом x, а длина выражается в миллиметрах (например, M8-1,25x30 или M8x30). При необходимости к этим обозначениям могут быть добавлены классы допусков, определенные в ISO 965-1 (например, M500– 6g для наружной резьбы).
Внешняя резьба обозначается строчной буквой g или h. Внутренняя резьба обозначается заглавными буквами, G или H.
ISO 261 определяет подробный список предпочтительных комбинаций внешнего диаметра D и шага P для метрической резьбы ISO. Столбец 1-го выбора соответствует (приблизительно) серии R10 из ISO 3, а столбец 2-го выбора представляет собой округленные значения из серии R20 из ISO 3.
ISO 262 определяет более короткий список размеров резьбы - подмножество ISO 261.
| Номинальный диаметр. D (мм) | Шаг. P (мм) | Номинальный диаметр. D (мм) | Шаг. P (мм) | |||||
|---|---|---|---|---|---|---|---|---|
| 1-й. выбор | 2-й. выбор | Крупный | Fine | 1-й. выбор | 2-й. выбор | Крупный | Fine | |
| 1 | 0,25 | 0,2 | 16 | 2 | 1,5 | |||
| 1,2 | 0,25 | 0,2 | 18 | 2,5 | 2 или 1,5 | |||
| 1,4 | 0,3 | 0,2 | 20 | 2,5 | 2 или 1,5 | |||
| 1,6 | 0,35 | 0,2 | 22 | 2,5 | 2 или 1,5 | |||
| 1,8 | 0,35 | 0,2 | 24 | 3 | 2 | |||
| 2 | 0,4 | 0,25 | 27 | 3 | 2 | |||
| 2,5 | 0,45 | 0,35 | 30 | 3,5 | 2 | |||
| 3 | 0,5 | 0,35 | 33 | 3,5 | 2 | |||
| 3,5 | 0,6 | 0,35 | 36 | 4 | 3 | |||
| 4 | 0,7 | 0,5 | 39 | 4 | 3 | |||
| 5 | 0,8 | 0,5 | 42 | 4,5 | 3 | |||
| 5.5 DIN13. и ISO | 0,9 | 0,5 | 45 | 4,5 | 3 | |||
| 6 | 1 | 0,75 | 48 | 5 | 3 | |||
| 7 | 1 | 0,75 | 52 | 5 | 4 | |||
| 8 | 1,25 | 1 или 0,75 | 56 | 5,5 | 4 | |||
| 10 | 1,5 | 1,25 или 1 | 60 | 5,5 | 4 | |||
| 12 | 1,75 | 1,5 или 1,25 | 64 | 6 | 4 | |||
| 14 | 2 | 1,5 | ||||||
«Крупный» шаг - это обычно используемый по умолчанию шаг для данного диаметра. Кроме того, определены один или два меньших «мелких» шага для использования в приложениях, где высота обычного «крупного» шага была бы неподходящей (например, резьба в тонкостенных трубах). Термины «грубый» и «тонкий» не имеют (в данном контексте) никакого отношения к производственному качеству нити.
В дополнение к крупной и мелкой резьбе существует еще одно подразделение сверхтонкой или «сверхтонкой» резьбы с резьбой с очень мелким шагом. Метрическая резьба со сверхтонким шагом иногда используется в автомобильных компонентах, таких как стойки подвески, и обычно используется в авиационной промышленности. Это потому, что сверхтонкая резьба более устойчива к расшатыванию из-за вибрации. Тонкая и сверхтонкая резьба также имеет больший малый диаметр, чем крупная резьба, что означает, что болт или шпилька имеют большую площадь поперечного сечения (и, следовательно, большую несущую способность) при том же номинальном диаметре.
Ниже приведены некоторые распространенные размеры гаечного ключа (гаечного ключа) для метрической винтовой резьбы. Ширина шестигранной головки (ширина под ключ, размер ключа) указана для шестигранных гаек DIN 934 и болтов с шестигранной головкой. Могут использоваться другие (обычно меньшие) размеры из-за снижения веса и стоимости.
| Размер гаечного ключа (мм) | |||||
|---|---|---|---|---|---|
 . Шестигранная гайка и болт . Шестигранная гайка и болт | 
|  . Установочный или установочный винт . Установочный или установочный винт | |||
| ISO | DIN | ||||
| M1 | - | 2,5 | - | - | - |
| M1.2 | - | 3 | - | - | - |
| M1.4 | - | 3 | 1,25 | - | 0,7 |
| M1,6 | 3,2 | 3,2 | 1,5 | 0,9 | 0,7 |
| M2 | 4 | 4 | 1,5 | 1,25 | 0,9 |
| M2,5 | 5 | 5 | 2 | 1,5 | 1,3 |
| M3 | 5,5 | 5,5 | 2,5 | 2 | 1,5 |
| M3,5 | 6 | 6 | - | - | - |
| M4 | 7 | 7 | 3 | 2,5 | 2 |
| M5 | 8 | 8 | 4 | 3 | 2,5 |
| M6 | 10 | 10 | 5 | 4 | 3 |
| M7 | 11 | 11 | - | - | - |
| M8 | 13 | 13 | 6 | 5 | 4 |
| M10 | 16 | 17 | 8 | 6 | 5 |
| M12 | 18 | 19 | 10 | 8 | 6 |
| M14 | 21 | 22 | 10 | - | - |
| M16 | 24 | 24 | 14 | 10 | 8 |
| M18 | 27 | 27 | 14 | 12 | - |
| M20 | 30 | 30 | 17 | 12 | 10 |
| M22 | 34 | 32 | 17 | 14 | - |
| M24 | 36 | 36 | 19 | 14 | 12 |
| M27 | 41 | 41 | 19 | 17 | 14 |
| M30 | 46 | 46 | 22 | 17 | 14 |
| M33 | 50 | 50 | 24 | - | - |
| M36 | 55 | 55 | 27 | - | - |
| M39 | 60 | 60 | - | - | - |
| M42 | 65 | 65 | 32 | - | - |
| M45 | 70 | 70 | - | - | - |
| M48 | 75 | 75 | 36 | - | - |
| M52 | 80 | 80 | 36 | - | - |
| M56 | 85 | 85 | 41 | - | - |
| M60 | 90 | 90 | - | - | - |
| M64 | 95 | 95 | 46 | - | - |