
Войти
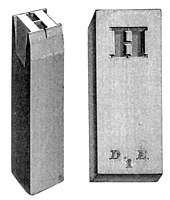 Вырубка (слева) и соответствующая матрица, полученная из нее (справа). Маленькие буквы в основании матрицы - это метки литейщика.
Вырубка (слева) и соответствующая матрица, полученная из нее (справа). Маленькие буквы в основании матрицы - это метки литейщика. Вырубка - это ремесло, используемое в традиционной типографике для вырезания штампов в стали в качестве первого этапа изготовления металлического шрифта. Стальные штампы в форме буквы будут использоваться для штамповки матриц в медь, которые фиксируются в форме формы для литого типа. Вырубные штампы и литье типа были первым шагом традиционного набора . Вырезание штампов для букв было высококвалифицированным делом, требующим большого терпения и практики. Часто дизайнер шрифта лично не участвует в вырезании.
Первоначальный дизайн шрифта был бы двухмерным, но штамп имеет глубину и трехмерную форму штампа, а также такие факторы, как угол и глубину до который был введен в матрицу , повлияет на внешний вид шрифта на странице. Угол боковой части пуансона был особенно значительным.
 Пробойник и пробойник для буквы A
Пробойник и пробойник для буквы A  Пробойник, работающий на Imprimerie Nationale, демонстрирует резку пуансона для лигатуры Qu.
Пробойник, работающий на Imprimerie Nationale, демонстрирует резку пуансона для лигатуры Qu. Пробойник начинает с переноса контура буквенного рисунка на один конец стального стержня. Внешнюю форму пуансона можно было вырезать напрямую, но внутренние изгибы маленького пуансона были особенно трудными, поскольку необходимо было врезать достаточно глубоко и прямо в металл. Хотя это можно сделать с помощью режущих инструментов, встречный удар, тип штампа, используемый при нарезании других штампов, часто использовался для создания отрицательного пространства внутри или вокруг глифа. Для создания этого отрицательного пространства можно использовать встречный удар не только там, где пространство было полностью заключено буквой, но и в любой вогнутости (например, над и под средней полосой в верхнем регистре «H»).
Конечно, ответный удар должен был быть тяжелее самого удара. Это было достигнуто посредством отжига (размягчения) заготовки пуансона и закалки и отпуска контрпунша. Такой инструмент решил две проблемы: техническую и эстетическую, которые возникли при штамповке.
Часто один и тот же ответный удар можно было использовать для нескольких букв шрифта . Например, отрицательное пространство внутри заглавных букв «P » и «R » обычно очень похоже, а при использовании контрперфорации они могут быть почти идентичными. Таким образом, для придания шрифтам более единообразного вида, регулярно использовались ответные знаки. Ответный удар будет нанесен прямо перед ударом. Затем с помощью файлов формируется внешняя форма письма.
Чтобы проверить пуансон, дырокол делает отпечаток на листе бумаги после покрытия пуансона сажей из открытого пламени. сажа, оставшаяся от пламени, действует как чернила, создавая изображение на бумаге (дымонепроницаемое).
Когда штампы готовы, из штампа можно создать пресс-форму, используя штамп на более мягком металле (таком как медь ), чтобы создать матрица. Затем металл типа , сплав из свинца, сурьмы и олова, втекает в матрицу, чтобы изготовить единый типовой образец, готовый к верстке.
Одной из характеристик типового металла, которая делает его ценным для этого использования, является то, что он расширяется при охлаждении (вода, кремний и висмут другие вещества, расширяющиеся при замерзании), сохраняя точные размеры букв. Эта характеристика характерна для бронзы, используемой для литья скульптур, но сплавы на основе меди обычно имеют температуры плавления, которые слишком высоки, чтобы быть удобными для набора.
Перфорированные матрицы было непросто создать для больших шрифтов, поскольку было трудно равномерно нанести большие штампы. Для этого использовались альтернативные методы, такие как литье или матрицы в песке или гипсе. С девятнадцатого века начали появляться несколько новых технологий, которые вытеснили ручную штамповку.
В первые годы полиграфии, когда искусство и вкусы быстро развивались, печатники часто нарезали или заказывали свои собственные штампы. Многие ранние печатники пришли в профессию из металлообработки и поэтому обладали навыками вырезания собственных шрифтов: Иоганнес Гутенберг происходил из металлообработки, как и Николас Дженсон. По мере того, как продажа шрифтов превратилась в крупную отдельную торговлю, штамповка стала ремеслом, которым в основном занимались владельцы или служащие литейных фабрик, а иногда и специализированные странствующие мастера.
Техника перфорации аналогична той, которая используется в других профессиях точной металлообработки, таких как вырубка штампов для изготовления монет, и многие дыроколы пришли в профессию именно из этих областей: например, теолог шестнадцатого века Жан де Ганьи при заказе шрифтов для своей частной типографии в 1540-х годах нанял Чарльза Шиффина, который, как известно, ранее работал ювелиром. Среди самых известных штамповщиков Роберт Гранжон начинал как ученик ювелира, хотя Клод Гарамонд с детства писал огранкой. Также Кристоффель ван Дейк обучался на ювелира в Франкентале. В восемнадцатом веке Уильям Кэслон занялся этим ремеслом, гравируя орнаменты на огнестрельном оружии и инструментах переплетчиков. Менее распространенной историей был Миклош Тотфалуси Кис, который начал свою карьеру в качестве школьного учителя до того, как заплатил за обучение штамповке в Нидерландах за напечатание венгерской Библии. Очевидно, что число граверов, работающих во Франции семнадцатого века, по сравнению с шестнадцатым, очевидно, сократилось, вероятно, из-за экономических причин и насыщения рынка высококачественными шрифтами, вырезанными в предыдущем веке; Пьер-Симон Фурнье заметил, что знание техники во Франции ухудшилось после шестнадцатого века до такой степени, что «едва ли можно было найти человека, который бы сокращал согласные JJ и гласные UU, когда их использование было введено в Франция ».
Процесс перфорирования, по-видимому, иногда рассматривался как коммерческая тайна из-за его сложности и иногда передавался от отца к сыну. Примером этого был Уильям Кэслон, по словам Николса, обучавшего своего сына своим методам в частном порядке, в то время как он был заперт в комнате, где никто не мог их наблюдать.
Ручная штамповка была медленным процессом, требующим опыта. Было подсчитано, что скорость работы опытных дыроколов составляла около одной буквы в день. Некоторое свидетельство Лондонского общества искусств в мае 1818 года, которое было дано в рамках расследования по разработке новых мер предосторожности против подделки банкнот, иллюстрирует это. Панчкуттер Энтони Бессемер письменно засвидетельствовал, что его скорость работы по ударам составляла около 12 недель (72 дня, не считая воскресенья), чтобы вырезать полный набор из 61 удара примерно или менее 1 удара в день, за 4 пункта " «ромб» - размерный тип. Г-н Кэслон из лондонской типографской семьи Кэслон разработал шрифт такого размера, который «вряд ли может быть завершен за 7 или 8 месяцев; в настоящее время в Англии только 4 или 5 человек могут печатать шрифтом Diamond [4pt], без сомнения. ограниченному спросу на него, а особый стиль каждого из этих дыроколов прекрасно известен тем, кто разбирается в создании букв ". Он подсчитал, что перфоратор может вырезать два пуансона такого размера в день, хотя потребуется больше работы, чтобы «получить шрифт от пуансонов».
Пробойники не обязательно придумали дизайн, над которым работали. Действительно, Дж. Виллем Овинк, голландский руководитель типографии и историк печати, отметил в 1973 году, что он был поражен «абсолютным отсутствием творческого таланта у всех самых квалифицированных штамповщиков этого века» в отношении создания собственных дизайнов, хотя предположительно, многие штамповщики прошлого проектировали и создавали работы, которые они гравировали.
 Демонстрация штамповщика Нелли Гейбл. Свеча предназначена для переноса сажи на пуансон, чтобы сделать его непроницаемым для дыма, чтобы проверить текущий отпечаток пуансона на бумаге.
Демонстрация штамповщика Нелли Гейбл. Свеча предназначена для переноса сажи на пуансон, чтобы сделать его непроницаемым для дыма, чтобы проверить текущий отпечаток пуансона на бумаге. Новые технологии вытеснили ручную штамповку с середины девятнадцатого века.
Электротипирование 1840-х годов - это технология, используемая для формирования матриц из меди путем электроосаждения вокруг гравюр формы буквы. Эта форма буквы могла быть из любого металла, поэтому гравировка все чаще стала выполняться путем вырезания формы буквы из мягкого печатного металла. Это позволило резко увеличить количество шрифтов, особенно отображать шрифты, которые не нужно было использовать так часто и для которых требовалось всего несколько матриц, и позволило восстановить (или, часто, пиратство) типов. для которой не было доступно штампов или матриц.
Пантограф гравировка - это технология, при которой режущий станок управляется движениями руки и позволяет вырезать шрифт с больших рабочих чертежей. Первоначально он был введен в печать, чтобы вырезать древесину, используемую для плакатов и заголовков. В 1880-х годах основатель шрифта Линн Бойд Бентон адаптировал технологию для резки очень маленьких матриц и стальных штампов. Это дало очень точные результаты и полностью переместило индивидуальное творчество со стадии гравировки в кабинет рисования.
Некоторые штамповщики продолжали сохранять престиж своими ремесленными работами в начале или середине двадцатого века. Среди них были Эдвард Принс, который вырезал множество шрифтов для движения искусств и ремесел, Малин в Париже, Отто Эрлер в Лейпциге и П. Х. Радиш в Joh. Эншеде в Харлеме, который вырезал типы Яна ван Кримпена. Дизайнер шрифтов Мэтью Картер, который научился штамповке у Радиша во время стажировки в Эншеде, добавил комментарий к немому фильму о работе Радиша в 1950-х.
Французский Imprimerie Nationalale был одним из немногих институтов, которые продолжали использовать перфораторы в двадцать первом веке, чтобы продемонстрировать историческую технику и заполнить набор символов исторических шрифтов. Современная перфоратор Нелли Гейбл из французской Imprimerie Nationale - одна из немногих женщин, практикующих это искусство.