
Войти
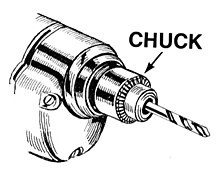 Патрон электродрели, показывающий Зубцы, которые входят в зацепление с ключом
Патрон электродрели, показывающий Зубцы, которые входят в зацепление с ключом A патроном, представляют собой специальный тип зажима, который используется для удержания объекта с радиальной симметрией, особенно цилиндра. В сверлах и фрезах он удерживает вращающийся инструмент, тогда как в токарных станках он удерживает вращающуюся деталь. На токарном станке патрон устанавливается на шпиндель, который вращается внутри передней бабки. Для некоторых целей (например, сверления) на невращающуюся заднюю бабку.
может быть установлен дополнительный патрон. Многие патроны имеют кулачки (иногда называемые собачками ), которые расположены радиально-симметрично. как точки звезды. Челюсти сжимаются, чтобы удерживать инструмент или заготовку. Часто губки затягиваются или ослабляются с помощью ключа для патрона, который представляет собой инструмент, подобный гаечному ключу, предназначенный для этой цели. Однако многие патроны с кулачками изготавливаются без ключа, и их затяжка и ослабление выполняется вручную. Конструкции без ключа обеспечивают удобство более быстрого и легкого зажима и отжима, но имеют меньшее усилие захвата для удержания инструмента или заготовки, что потенциально является большей проблемой для цилиндрических, чем шестиугольных хвостовиков. Цанговые патроны вместо кулачков имеют цанги, которые представляют собой гибкие манжеты или гильзы, которые плотно прилегают к инструменту или заготовке и захватывают ее при сжатии.
Патроны на некоторых токарных станках имеют челюсти, которые перемещаются независимо, что позволяет им удерживать предметы неправильной формы. Некоторые конструкции патронов еще более сложны и включают кулачки особой формы, большее количество кулачков, механизмы быстрого разъединения или другие специальные функции.
Магнитные и вакуумные патроны также изготавливаются, как правило, с плоскими поверхностями, на которых детали или инструменты прочно удерживаются под действием их соответствующей силы.
Чтобы зажать инструмент или заготовку, нужно удерживать их в патроне, в этом случае они уже зажаты. Захват отдельных заготовок или заготовок на токарном станке часто называют вырубкой. При работе с прутком или подачей прутка пруток выступает из патрона, обрабатывается, затем отделяется (отрезается), а не распиливается. Автоматические токарные станки, которые специализируются на зажимных работах, часто называют патронами.
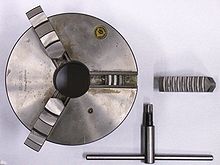 Самоцентрирующиеся трехкулачковый патрон и ключ с одной снятой и перевернутой губкой, показывающей зубцы, которые входят в зацепление с пластиной спирали. Пластина прокрутки вращается внутри корпуса патрона с помощью ключа, прокрутка входит в зацепление с зубцами на нижней стороне губок, которые перемещают три губки в унисон, чтобы затянуть или освободить заготовку.
Самоцентрирующиеся трехкулачковый патрон и ключ с одной снятой и перевернутой губкой, показывающей зубцы, которые входят в зацепление с пластиной спирали. Пластина прокрутки вращается внутри корпуса патрона с помощью ключа, прокрутка входит в зацепление с зубцами на нижней стороне губок, которые перемещают три губки в унисон, чтобы затянуть или освободить заготовку. Самоцентрирующийся патрон, также известный как спиральный патрон, использует собачки (обычно называемые губками), соединенные между собой через шестерню (пластину прокрутки), чтобы удерживать инструмент или заготовка. Так как они чаще всего имеют три кулачка, термин "трехкулачковый патрон без другой квалификации" понимается машинистами как самоцентрирующийся трехкулачковый патрон. Термин универсальный патрон также относится к этому типу. Эти патроны лучше всего подходят для захвата круглого или шестиугольного поперечного сечения, когда требуется очень быстрое и достаточно точное (± 0,005 дюйма [0,125 мм] ППИ ) центрирование.
Иногда этот тип патрона имеет четыре или шесть кулачков вместо трех. Четырехкулачковые патроны в первую очередь полезны для захвата квадратного или восьмиугольного материала, в то время как шестиклапанные патроны удерживают тонкостенные трубы и пластмассовые материалы с минимальной деформацией.
Существуют также патроны с независимыми кулачками (не самоцентрирующиеся) с тремя кулачками, но они имеют мало преимуществ и встречаются очень редко.
Существуют гибридные самоцентрирующиеся патроны с регулировочными винтами, которые можно использовать для дальнейшего улучшения соосности после захвата заготовки спиральными губками. Эта функция предназначена для сочетания скорости и простоты самоцентрирования спиральной пластины с биением, что исключает управляемость патрона с независимыми губками. Наиболее часто используемое название этого типа - торговая марка Set-Tru. Чтобы избежать необоснованного обобщения этой торговой марки, в предложениях по универсальному названию было включено «точное регулирование».
Трехкулачковые патроны часто используются на токарных станках и индексирующих головках.
 Вверху: патрон без ключа в сборе. Патрон этого типа затягивается путем поворота корпуса только с сильным давлением руки. Хотя эта функция удобна, она может привести к ослаблению патрона, если приложен слишком большой крутящий момент. Внизу: широко используемый патрон для сверл с ключом. оправка показана отдельно справа. Для этих патронов требуется зубчатый ключ для обеспечения необходимого крутящего момента для затягивания и ослабления кулачков. Когда ключ поворачивается, его зубцы совпадают с зубьями на патроне, при вращении внутреннего винта, который, в свою очередь, перемещает резьбовые кулачки внутрь или наружу по конической поверхности. Конус позволяет губкам зажимать хвостовики сверла разных диаметров. На виде с торца показаны три маленькие губки, которые скользят внутри корпуса.
Вверху: патрон без ключа в сборе. Патрон этого типа затягивается путем поворота корпуса только с сильным давлением руки. Хотя эта функция удобна, она может привести к ослаблению патрона, если приложен слишком большой крутящий момент. Внизу: широко используемый патрон для сверл с ключом. оправка показана отдельно справа. Для этих патронов требуется зубчатый ключ для обеспечения необходимого крутящего момента для затягивания и ослабления кулачков. Когда ключ поворачивается, его зубцы совпадают с зубьями на патроне, при вращении внутреннего винта, который, в свою очередь, перемещает резьбовые кулачки внутрь или наружу по конической поверхности. Конус позволяет губкам зажимать хвостовики сверла разных диаметров. На виде с торца показаны три маленькие губки, которые скользят внутри корпуса.  Патрон с двумя штифтами. Верхний собран, нижний показывает корпус и переднюю крышку в сборе с цанговым патроном под ним.
Патрон с двумя штифтами. Верхний собран, нижний показывает корпус и переднюю крышку в сборе с цанговым патроном под ним. Патрон сверла представляет собой специализированный самоцентрирующийся трехкулачковый патрон, обычно с усилием 0,5 дюйма (13 мм).) или меньше и редко больше 1 дюйма (25 мм), используемых для удержания сверл или других вращающихся инструментов. Этот тип патрона используется на инструментах, начиная от профессионального оборудования и заканчивая недорогими ручными и электрическими дрелями для домашнего использования; это тот тип, с которым, скорее всего, знаком человек, который обычно не работает со станками.
В некоторых высокоточных патронах используются упорные шариковые подшипники для уменьшения трения в запирающем механизме и увеличения крутящего момента сверления. Одна торговая марка этого типа патрона, которая часто используется в разговорной речи, но не в каталогах, - это Super Chuck.
Патрон со штифтом - это специальный патрон, предназначенный для удержания небольших сверл (диаметром менее 1 мм (0,039 дюйма)), которые нельзя надежно удерживать в обычном патроне. Сверло вставляется в цанговый патрон и затягивается; В патроне со штифтом есть вал, который затем вставляется в больший патрон для надежной фиксации сверла. Патроны с пальцами также используются с высокоскоростными вращающимися инструментами, кроме сверл, такими как штамповочные шлифовальные машины и кондукторные шлифовальные машины.
 Независимый четырехкулачковый патрон с независимыми губками задавать. Ключ используется для регулировки каждой кулачка отдельно.
Независимый четырехкулачковый патрон с независимыми губками задавать. Ключ используется для регулировки каждой кулачка отдельно.  Более старый и больший 4-кулачковый патрон. Обратите внимание, как он может захватывать неправильно вырезанный кусок использованного металла. Хотя это и не встречается на маленьких патронах, для более крупных патронов (тот, что на второй фотографии был сделан около 1900 года и имеет диаметр 24 дюйма) характерны многие черты лицевой панели . Зажимы имеют ступенчатую форму. с одной стороны и на всю высоту для захвата с другой стороны и являются двусторонними. Обычно губки можно использовать для удержания либо снаружи, как показано здесь, либо внутри, как для захвата внутренней части трубы.
Более старый и больший 4-кулачковый патрон. Обратите внимание, как он может захватывать неправильно вырезанный кусок использованного металла. Хотя это и не встречается на маленьких патронах, для более крупных патронов (тот, что на второй фотографии был сделан около 1900 года и имеет диаметр 24 дюйма) характерны многие черты лицевой панели . Зажимы имеют ступенчатую форму. с одной стороны и на всю высоту для захвата с другой стороны и являются двусторонними. Обычно губки можно использовать для удержания либо снаружи, как показано здесь, либо внутри, как для захвата внутренней части трубы. На патроне с независимыми кулачками каждый кулачки могут перемещаться независимо. Поскольку они чаще всего имеют четыре кулачка, термин четырехкулачковый патрон без другой квалификации понимается машинистами как патрон с четырьмя независимыми кулачками. Независимость кулачков делает эти патроны идеальными для (а) захвата некруглое поперечное сечение и (b) захват круглого поперечного сечения с чрезвычайной точностью (когда последние несколько сотых миллиметра [или тысячных долей дюйма] биения должны быть устранены вручную). Несамоцентрирующееся действие независимого челюсти делают центрирование очень контролируемым llable (для опытного пользователя), но за счет скорости и простоты. Четырехкулачковые патроны почти не используются для удержания инструмента. Четырехкулачковые патроны можно встретить на токарных станках и индексирующих головках.
Также могут быть получены самоцентрирующиеся патроны с четырьмя кулачками. Хотя часто говорят, что они имеют два недостатка: неспособность удерживать шестигранный приклад и плохой захват овального ложа, верно только последнее. Даже с трехкулачковыми самоцентрирующимися патронами, работа, которая не является однородной по длине заготовки (и которая не свободна от спирали или «ветра»), не должна захватываться, так как кулачки могут быть деформированы, а точность необратимо ухудшена.
Четырехкулачковые патроны могут легко удерживать деталь эксцентрично, если необходимо обработать эксцентриковые элементы.
Пауки - это простая, относительно недорогая, ограниченная версия патрона с независимыми губками. Обычно он состоит из металлического кольца с резьбой, нарезанной радиально, в котором винты (шестигранная крышка, шестигранник с головкой под торцевой ключ или установочные винты) служат независимыми губками. Крестовины могут использоваться для различных целей:
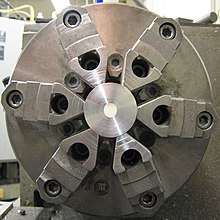 Патрон с шестью кулачками
Патрон с шестью кулачками Для специальных целей доступны патроны с шестью или восемью кулачками. Обычно они имеют самоцентрирующуюся конструкцию и могут быть изготовлены с очень высокими стандартами точности Однако ошибочно считается, что такие патроны обязательно обеспечивают более высокую точность удержания твердых заготовок, чем обычные трехкулачковые самоцентрирующиеся патроны. Действительно, горячекатаные или другие плохо круглые заготовки могут ненадежно "качаться" между противоположными губками спиральных патронов, имеющих четное количество челюстей, точно так же, как табурет на четырех ножках качается на грубом полу, в то время как табурет на ножках никогда не подходит. Основное назначение патронов с шестью и восемью кулачками - удерживать тонкостенные трубы с минимальной деформацией. За счет вдвое большего количества точек зажима шестиклапанный патрон вызывает вдвое меньшую деформацию зажима в тонкостенной заготовке по сравнению с трехкулачковым патроном.
Доступны двухкулачковые патроны, которые могут использоваться с мягкими губками (обычно из алюминиевого сплава), которые можно обрабатывать на станке для соответствия конкретной заготовке. Это небольшой концептуальный скачок от них к лицевым панелям, удерживающим специальные приспособления, в которых деталь расположена напротив фиксированных упоров и удерживается там с помощью рычажных зажимов или зажимов для пальцев ног.
Многие патроны имеют съемные кулачки (часто верхняя часть снимается, оставляя основание или «главную кулачок» в сборе со спиралью), что позволяет пользователю заменять их новыми кулачками., специализированные челюсти или мягкие челюсти. Мягкие губки изготовлены из мягких материалов, таких как мягкий (незакаленный) металл, пластик или дерево. Их можно обрабатывать по мере необходимости для конкретных установок. Типичная граница раздела между главной губкой и съемной губкой представляет собой совпадающую пару зубчатых поверхностей, которые, будучи зажаты крепежными винтами, не могут позволить относительное скольжение между двумя частями.
Цанга, один из типов патрона, представляет собой втулку с (обычно) цилиндрической внутренней поверхностью и конической внешней поверхностью. Цангу можно прижать к соответствующему конусу так, чтобы ее внутренняя поверхность сжималась до немного меньшего диаметра, сжимая инструмент или заготовку, надежная фиксация которых требуется. Чаще всего это достигается с помощью пружинной цанги, изготовленной из пружинной стали, с одним или несколькими прорезями пропилом по ее длине, позволяющими ей расширяться и сжиматься. Альтернативная конструкция цанги - это та, которая имеет несколько конических стальных блоков (по существу, конические калибровочные блоки ), удерживаемых в круговом положении (например, звездочки или даже губки зажимного патрона) с помощью гибкой связующей среды. (обычно синтетический или натуральный каучук). Марка Jacobs Rubber-Flex - это имя, которое большинство машинистов узнают для этого типа системы цанговых патронов.
Независимо от конструкции цанги принцип действия один и тот же: прижмите цангу в радиальном направлении к инструменту или заготовке, которую нужно удерживать, что приводит к высокому статическому трению. При правильных условиях держится довольно надежно. Почти все цанговые патроны достигают радиального сжимающего движения за счет перемещения одной или нескольких пар конических (конических) поверхностей в осевом направлении, что создает радиальное сжатие с высокой концентрацией. В зависимости от конструкции цанги, ее можно либо протянуть (через участок с резьбой в задней части цанги) или протолкнуть (через резьбовой колпачок со вторым конусом) в соответствующее коническое гнездо для достижения зажима. действие. Когда цанга вдавливается в коническое гнездо, цанга сжимается, захватывая содержимое внутреннего цилиндра. (Осевое перемещение конусов, однако, не является обязательным; разрезная втулка, сжимаемая радиально под действием линейной силы - например, установочный винт, соленоид, пружинный зажим, пневматический или гидравлический цилиндр - обеспечивает тот же принцип без конусов; но концентричность может быть только до такой степени, что диаметры втулки идеально подходят для конкретного удерживаемого объекта. Таким образом, это распространено только в контекстах инструментального цеха, таких как создание и настройка станков.)
Одно из следствий конической формы. действие заключается в том, что цанги могут слегка притягивать изделие в осевом направлении при закрытии. Системы цанговых патронов, которые не предусматривают предотвращение этого втягивания, часто называют цанговыми патронами с втягивающими цанговыми патронами, в отличие от систем, которые обходят это движение, обычно путем подталкивания конического замыкающего кольца к цанговому патрону, а не втягивания цанги в кольцо. Такие типы без втягивания часто называют цанговыми патронами с «мертвой длиной» или «без втягивания». Затягивание не всегда является проблемой, но ее предотвращение может быть полезно при выполнении некоторых работ, где ее неучет может привести к неточности в отношении общей длины детали, длины плеча и т. Д.
Чаще всего цанги встречаются на фрезерные станки, токарные станки, фрезерные станки по дереву, прецизионные шлифовальные машины и некоторые портативные электроинструменты, такие как шлифовальные машины и вращающиеся инструменты. Существует множество различных систем, распространенными примерами которых являются системы ER, 5C и R8. Также могут быть получены цанговые патроны, подходящие к головкам Морзе или Брауна и Шарпа с конусом.
Обычно цанги обеспечивают более высокие уровни точности и точности, чем самоцентрирующиеся патроны, и имеют более короткое время настройки, чем патроны с независимыми губками. Минусом является то, что большинство цанг вмещают заготовку только одного размера. Исключением является цанга ER, рабочий диапазон которой обычно составляет 1 мм (около 0,04 дюйма).
Цанговые патроны обычно изготавливаются для цилиндрических деталей, но они могут удерживать квадратные, шестиугольные или восьмиугольные заготовки. В то время как большинство цанг закалены, доступны «аварийные» цанги, которые пользователь может обрабатывать до специальных размеров или форм. Эти цанги могут быть изготовлены из стали, латуни или нейлона. Доступны ступенчатые цанги, которые можно обрабатывать, чтобы можно было удерживать короткие заготовки, которые больше, чем вместимость обычных цанг.
 Схема патрона SDS
Схема патрона SDS Разработанная Bosch в 1975 году для ударных дрелей, система SDS использует Хвостовик SDS, который представляет собой цилиндрический хвостовик с углублениями, которые удерживает патрон. Инструмент вставляется в патрон путем нажатия и фиксируется на месте до тех пор, пока не будет использован отдельный замок. Вращающее усилие передается через клинья, которые входят в две или три открытых канавки. Молоток фактически перемещает долото вверх и вниз в патроне, так как долото может свободно перемещаться на небольшое расстояние. Два подпружиненных шарика входят в закрытые канавки, позволяя перемещаться, удерживая насадку. SDS полагается на инструмент с таким же диаметром хвостовика, как и у патрона; существует три стандартных размера:
Многие сверла SDS имеют параметр «отключение вращения», что позволяет использовать сверло для долбления. Название SDS происходит от немецкого слова steck, dreh, sitzt (вставка, скручивание, приспособление). Немецкоязычные страны могут использовать Spannen durch System (система зажима), хотя Bosch использует специальную систему прямого действия для международных целей.
Промышленная промышленная обработка теперь используется патронов, которые имеют не только индексируемое позиционирование, но и индексируемый зажим. Обе функции обычно с гидравлическим управлением. Зажим часто выполняется с помощью каждой пары губок, состоящей из одной фиксированной и одной подвижной (с гидравлическим приводом), тематически аналогично тискам расширенного фрезерования. Этот метод зажима обеспечивает высокую точность и повторяемость таких тисков при зажимном приспособлении. Такие патроны обеспечивают точность центрирования традиционных патронов с независимыми кулачками, скорость зажима и простоту традиционных трехкулачковых спиральных патронов с самоцентрированием. У них высокая начальная стоимость (по сравнению с традиционными патронами), но такая начальная стоимость окупается, а затем снижает текущие предельные затраты в условиях коммерческого производства.
В настоящее время также возможно изготавливать патроны с ЧПУ, в которых положение и давление зажима каждой губки можно точно контролировать с помощью ЧПУ посредством позиционирования с обратной связью и контроля нагрузки. По сути, каждая губка представляет собой одну независимую ось ЧПУ, каретку станка с ходовым винтом , и все четыре или шесть из них могут действовать согласованно друг с другом. Хотя эта идея концептуально интересна, более простые системы зажима, упомянутые в предыдущем абзаце, вероятно, являются победителем на рынке по сравнению с этой альтернативой для большинства приложений, поскольку они предоставляют те же возможности за счет более простого и менее дорогостоящего решения.
Используемый для удержания ферромагнитных заготовок, магнитный патрон состоит из точно отцентрованной поверхности постоянного магнита. Электромагниты или постоянные магниты приводят в контакт с неподвижными пластинами из железа или полюсными наконечниками, содержащимися внутри корпуса. Эти полюсные наконечники обычно находятся заподлицо с поверхностью корпуса. Удерживаемая деталь (заготовка) образует замыкание магнитной петли или пути на этих фиксированных пластинах, обеспечивая надежный якорь для заготовки.
Обычно используемый для удержания кремниевых пластин во время процессов литографии, электростатический зажим содержит металлическую пластину-основание и тонкий диэлектрический слой; металлическая опорная пластина поддерживается под высоким напряжением по отношению к пластине, и поэтому электростатическая сила прижимает пластину к ней. Электростатические патроны могут иметь штифты или столбы, высота которых включена в указанную толщину диэлектрика; в конструкции Сандийской национальной лаборатории используется узорчатый диэлектрик из диоксида кремния для формирования штифтов.
Вакуумный патрон в основном используется для обработки цветных металлов, таких как как медь, бронза, алюминий, титан, пластмассы и камень. В вакуумном патроне воздух откачивается из полости за заготовкой, и атмосферное давление обеспечивает удерживающую силу. Вакуум создает прижимное давление 14,7 фунтов на квадратный дюйм (101 кПа) на уровне моря, которое снижается на больших высотах, где атмосферное давление ниже. Уменьшение давления выдержки составляет примерно 0,5 фунта на квадратный дюйм на 1000 футов над уровнем моря.
Присоединение патронов к шпинделям или столам станков или электроинструменты были реализованы разными способами на протяжении многих лет.
 Конус шпинделя с резьбовой фиксацией. Стопорное кольцо рывка с помощью гаечного ключа.
Конус шпинделя с резьбовой фиксацией. Стопорное кольцо рывка с помощью гаечного ключа. Первоначально на токарных станках использовались зажимы между центрами и специальные крепления к шпинделю передней бабки. Центры в виде шипов, которые до сих пор используются на токарных станках по дереву, представляют собой древний метод. Специальные методы крепления в прошлые столетия включали все, что угодно, от заколачивания до заклинивания; прибивание; крепление шнуром из кожи или волокна; преследование вниз (опять же, включая заклинивание / заклинивание / сжатие); или другие типы. Лицевые панели, вероятно, существуют, по крайней мере, со времен средневековых часовщиков.
 Патрон типа Jacobs с тремя сходящимися шлицами или кулачками - это, пожалуй, самая обычная конструкция. Этот затягивается ключом, но некоторые типы могут быть достаточно затянуты вручную
Патрон типа Jacobs с тремя сходящимися шлицами или кулачками - это, пожалуй, самая обычная конструкция. Этот затягивается ключом, но некоторые типы могут быть достаточно затянуты вручную Инструменты, подобные сегодняшним патронам, вероятно, возникли в результате работы с лицевыми пластинами, поскольку рабочие, использующие лицевые пластины для повторяющейся работы, начали представлять себе типы зажимов или собачек для лицевая панель, которую можно было открывать и закрывать более удобными способами, чем многократная полная разборка и повторная сборка. Изначально чурка представляла собой просто кусок дерева. Однако к 1703 году это могло быть «… колодки, принадлежащие винтовой оправке». К 1807 году слово изменилось на более знакомое «патрон»: «На конце шпинделя… навинчивается… универсальный патрон для любого вида работ».
В конце 1818 или начале 1819 года Общество Фонд поощрения искусств, производства и торговли присудил свою серебряную медаль и 10 гиней (10,50 фунтов стерлингов - эквивалент 802 фунтов стерлингов в 2019 году) г-ну Александру Беллу за трехкулачковый патрон для токарного станка:
Инструмент может быть вкручен в… оправку токарного станка и имеет три шпильки, выступающие из его плоской поверхности, образующие равносторонний треугольник, и могут равномерно перемещаться к его центру или от него.
Неясно, как они перемещались «равномерно» будь то свиток или другие средства. Позже в 1819 году то же самое учреждение наградило мистера Т. Хака еще одной серебряной медалью за четырехкулачковый патрон. В Соединенных Штатах Саймон Фэрман (1792–1857) разработал узнаваемый современный патрон со спиралью, используемый на токарных станках. В патенте говорится о технических особенностях сборки, он не претендует на изобретение спирали («извилистые канавки»). Его зять Остин Ф. Кашман (1830–1914) развивал идеи и продавал патроны через свой бизнес, Cushman Industries.
В начале 20-го века Артур Ирвинг Джейкобс разработал современный сверлильный патрон. После ушиба суставов пальцев на одном из старомодных сверлильных патронов с гаечным ключом, он разработал патрон, в котором губки перемещались в осевом направлении в наклонных пазах. В его патенте 1902 г. подробно описан механизм. Термин сверлильный патрон явно не принадлежит ему, но его новый тип сверлильного патрона давно вытеснил все более ранние типы, в которых отсутствовали угловое движение кулачков и внешняя втулка, которые теперь можно найти во всех обычных сверлильных патронах.
Национальные и международные стандарты используются для стандартизации определений, требований и методов испытаний, используемых для оценки характеристик патронов. Выбор используемого стандарта является соглашением между поставщиком и пользователем и имеет определенное значение при разработке патрона. В Соединенных Штатах ASME разработал стандарт B5.60 под названием Зажимные патроны: зажимные патроны, который устанавливает требования и методы для определения и тестирования характеристик зажимных патронов, используемых в основном при токарных операциях.
| Викискладе есть материалы, связанные с патронами. |